|
三、焊接电弧的稳定和调节
自动电弧焊系统是焊丝不断地送进、在电弧中熔化并过渡到母材、形成焊缝的过程。稳定的焊接过程是焊接系统不断调整和克服外来因素对弧长的干扰,始终保持焊丝的熔化速度与送丝速度相平衡的过程。
为了使焊接过程稳定,自动电弧焊系统应根据工艺需要,选择主要工艺参数:Ia、Ua、Vf,一但参数选定之后,就应能使其在整个焊接过程中稳定不变。
弧焊的稳定工作点,是由电源外特性曲线和电弧自动调节系统的调节特性曲线的交点来确定的,此交点也确定了Ua、Ia值和与之相对应的电弧静特性曲线的工作点。在实际的焊接过程中,由于外界因素的干扰,会使实际工作点偏离原来的稳定工作点,造成了Ua、Ia的波动。
在各种干扰因素中,造成Ua、Ia波动的最主要原因是弧长的变化。例如电弧的弧柱电场强度,按焊接条件不同在10V~40V/mm的范围,若弧长只要有1mm的变化,就会使电弧电压的波动超过允许值,因此,克服弧长干扰是熔化极自动电弧焊的自动调节系统要解决的核心问题。
自动电弧焊,自动调节的原则是:当设定的工作点由于受到外界干扰,使焊接工艺参数Ua、Ia发生波动时,调节系统应迅速实施调控,使变化了的Ua、Ia返回到原来值,重新使焊接工艺参数稳定。在熔化极电弧焊中,起稳弧调节作用的主要有两个方面的因素:一是等速送丝下,受焊接电源外特性影响的电弧自身调节作用;另一个是电弧电压反馈调节系统的作用。
在等速送丝下,电弧自身调节作用是一个开环系统,在焊接过程中,送丝速度不变,弧长调节是通过弧长变化时,所引起的电流变化,改变焊丝的熔化速度来实现的;而变速送丝是一个人工设计的闭环弧长调节系统,也称为均匀调节电弧控制系统;它是把弧长的变化量反馈到调节器,改变送丝速度来调节弧长,以使焊接参数稳定。定性地描述两种控制系统,即在等速送丝系统中,电源应采用平特性,以获得较大的电流变化量和自调节性,在变速调节系统中应采用陡降外特性电源,以获得较高的电压反馈量和速度调节性能。
1、等速送丝、电弧自身调节原理:
(1)电弧自身调节的静特性--等熔化曲线
等熔化曲线就是代表在这条曲线上的各点都满足熔化速度与送丝速度相等的条件。我们设送丝速度为Vf,在焊接过程中,当弧长稳定燃烧时,必满足:
Vf=Vm 3-1
式中Vm——焊丝的熔化速度。熔化速度Vm与焊接电流Ia和电弧电压Ua的关系式为:
Vm=KiIa-KvUa 3-2
式中Ki:熔化速度Vm随焊接电流Ia变化的系数,其值与焊丝的直径、电阻率、焊丝杆伸长度及电流大小等因素有关,单位为cm/(s•A)-1。
Ku:熔化速度Vm随电弧电压而变化的系数,其值与弧柱的电场强度和弧长有关,单位为cm/(s·V)-1。由3-1、3-2式可得:

3-3式称为等速送丝熔化极电弧焊的等熔化曲线方程,该方程是一条直线,这个直线上任何一点,均满足Vf=Vm,称为等熔化曲线。
在同一个坐标系中等熔化曲线与电源外特性曲线的交点,就是该焊接系统的稳定工作点。在焊接过程中,如果某种外界原因,使焊接的工作点偏离,就会引起Ia和Ua的波动,必然造成Vf≠Vm。在波动后,如果新的工作点落在等熔化曲线的右边,表示焊接电流增加,焊丝的熔化速度加快,所以Vm>Vf;如果新的工作点落在了等熔化曲线的左边,则Vm<Vf,所以等熔化曲线也称为等速送丝下,熔化极电弧焊自身调节的静特性曲线。通常以静特性曲线为准,来判别熔化速度的变化情况。
等熔化曲线可以依据等熔化曲线方程(3-3)用实验方法作出来。举例说明:
A、自动埋弧焊的等熔化曲线:图3-1所示为不同送丝速度下,自动埋弧焊的等熔化曲线。
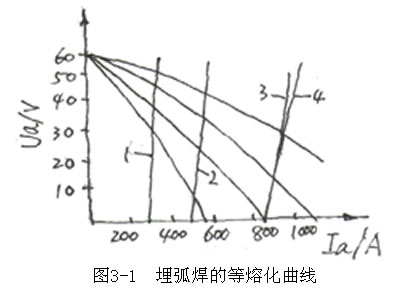
不同焊丝直径,不同送丝速度下,等熔化曲线:
1——Φ2mm Vf=7.1cm/s
2——Φ4mm Vf=2.5cm/s
3——Φ4mm Vf=4.4cm/s
4——Φ5mm Vf=2.9cm/s
B、熔化极气体保护焊在不同条件下的等熔化曲线与埋弧焊有所不同,由于电流、电压值和气体介质等条件对焊丝的熔化速度都有不同影响,因而铝焊丝和钢焊丝的等熔化曲线不是直线,而是不同的曲线,如图3-2、3-3所示:
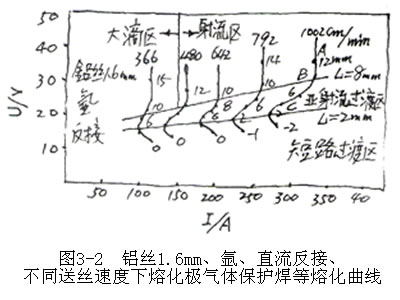
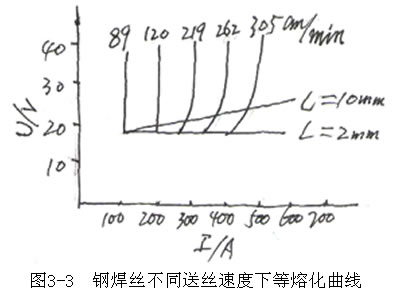
图3-2说明:熔化极惰性气体保护焊,在焊接铝及其合金时,若采用亚射流过渡进行焊接,工作在短弧状态,则用等速送丝,配合恒流外特性电源工作。
(2)电弧的固有调节作用原理
图3-2表示,是铝焊丝Φ=1。6mm、氩气、直流反极性接法,不同送丝速度下的等熔化曲线。各曲线表明在稳定的焊接条件下,每条曲线上的各个点都代表送丝速度与熔化速度相平衡,即Vm=Vf。在弧长较长时(弧压较高),各曲线上半部分几乎垂直于横坐标,这代表铝焊丝的熔化速度与弧长无关。也就是说,在弧长任意变化时熔化速度不变,如AB段所示,在这一段熔化速度只与电流值有关。在曲线的下半部分(BC段) ,即弧长为8mm至2mm区间,其工作情况与上半部分大不相同。从熔滴过渡的形式看,在射流过渡与短路过渡之间出现了一个亚射流过渡区域。由曲线可知,若弧压降低(弧长变短),等熔化曲线向左拐。这表明,当弧长变短时,要保持原熔化速度不变,就需要减小焊接电流。从另一方面来说,如果焊接电流不变,那么熔化速度就必然加快,其结果使弧长变长,直至恢复到原长。若弧长变长(弧压升高),新的工作点就落在了等熔化曲线的左边,熔化速度变慢,其结果使弧长变短,直到恢复到原弧长。这一效果,就使得因受外界干扰、弧长发生变化时,借助于焊接电源的恒流外特性,就会使受干扰的电弧恢复到原来的弧长,这种调节作用,就称为在电源外特性作用下的电弧固有调节作用。从物理效应讲,就是因为在弧长变短时,弧柱热量向周围空间散发较少,提高了电弧的热效率,熔化速度加快,使弧长又变长了的结果。相反的情况,在弧长变长时,电弧热效率降低,从而使熔化速度变慢,使弧长又变短了。这就是电弧的固有调节作用。
图3-2中的曲线表明,铝焊丝的电弧具有很强的固有调节作用,而图3-3表明,钢焊丝的固有调节作用较弱。 |
