|
我们可以利用铝焊丝在恒流外特性电源的作用下、具有较强电弧固有调节作用的特点,配以等速送丝,把弧长控制在2~8mm范围内,并利用短弧亚射流过渡、无需外加调节弧长的电压反馈系统,就能实现稳定的焊接。
恒流外特性直流MIG铝焊机,已有产品进入市场,主机同TIG焊机,最主要的技术问题是亚射流过渡,较难以控制,要形成亚射流过渡,必须使焊接电流(I)和送丝速度(Vf)相匹配,如果Vf过大、形成粘丝;Vf过小则形成回烧,要使两者形成****关系。在市售产品中,都实行电流和送丝速度(I- Vf)之间的一元化调节。
(3)电弧自身调节作用的原理
用于非熔化极氩弧焊和手工焊的电源,具有陡降外特性,弧长任意变化,焊接电流不变,因而能稳定工作。在等速送丝熔化极气体保护焊中 ,系统工作的静特性曲线,在长弧段的等熔化曲线几乎与横坐标垂直,因此就需要平外特性的焊接电源。平外特性电源与等熔化曲线的交点,就是系统的工作点。这一工作点就决定了系统稳定工作时的弧长,由于电源是缓降外特性或平外特性,这个弧长在受到外界干扰而发生变化时就具有较强的自身调节作用。现用图3-4a、b来说明电弧弧长自身调节作用原理:
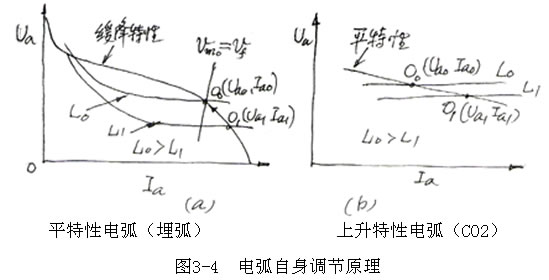
参照图3-4,设电弧在O0点稳定燃烧,O0点此时也在等熔化曲线(Vm=Vf)上,弧长为L0,O0点也是电源外特性曲线与等熔化曲线和弧长L0的共同点。当弧长受外界干扰后,弧长由L0缩短到L1,工作点便由O0跳到O1,O1点在等熔化曲线的右边,Ia1>Ia0,所以焊丝的熔化速度加快,弧长就变长,电弧很快恢复到原来的长度,工作点也从O1返回到O0,电弧又重新稳定燃烧。这种情况系统不产生静误差。把图中a 、b加以比较,可以看出,在弧长受到干扰时平特性电源比缓降特性电源,对同样弧长的变化(L0变L1),具有更大的焊接电流增长量,所以平特性电源弧长恢复速度较快。如果弧长受到干扰后变长,则自身调节情况与上述情况相反。假如弧长的波动是由焊枪相对高度的变化引起的,则电弧的自身调节将在焊丝杆伸出长度变化的条件下进行。电弧自身调节过程结束后的新工作点,将由焊丝杆伸出长度变化后的等熔化曲线和电源外特性曲线的新交点来确定,因而不能回到原工作点 ,系统将产生静误差,这个误差的大小,除与焊丝杆伸长的变化量、焊丝的直径、电阻率等因素有关外,还与电源外特性有关。有时为了减少这种静误差,还可采用微升外特性电源。
(4)电弧自身调节过程的速度(调节灵敏度)
为了保证良好的焊缝质量,希望电弧自身调节作用要强烈,调节速度要快,也就是说调整灵敏度要高、熔化速度的变化量要大,才能有快速调节。因为在弧长恢复过程中,焊接参数是不稳定的,要使这个不稳定的时间越短越好,这样才能使整体焊接过程稳定,保证良好的焊接质量。
熔化速度变化量的大小,可以用下式表示:
△Vm=Ki△Ia 3-4
3-4式表明Ki和△Ia是影响调节速度的主要因素。焊丝直径越小、Ki值越大、焊丝中的电流密度越大,Ki也越大,因此对于一定直径的焊丝,电流密度的取值要大一点,以增强系统有较快的调节速度。另外△Ia要大,参照图3-4可知焊接电源要选用平特性甚至选用微升特性电源,才能获得快速调节。
对于一定直径的焊丝,有一个对应的焊接电流的临界值,只有大于此临界电流值时,电弧自身调节作用才会强。为了不使这个临界电流值太大,在熔化极电弧焊中,一般采用小直径焊丝,其效果较好。
从弧长变化引起弧压变化的角度来看,弧柱电场强度E的值越大、弧长变化引起弧压变化的量△Ua也越大,因而焊接电流的变化量△Ia也就越大,电弧自身调节作用也就越强。例如埋弧焊E=3。03~3。8 V/mm,而熔化极气体保护焊E=0。7~1。5V/mm,这要比埋弧焊小很多,为了保证足够的调节灵敏度,熔化极气体保护焊要采用细焊丝,平外特性电源,以提高△Ia,而埋弧焊则可采用较粗焊丝和缓降外特性电源。
2、变速送丝弧长调节---电弧电压反馈系统
对于较大直径的焊丝,只依靠自身调节已不足够,需要变速调节来补充,要采用闭环自动调节控制,使用下降特性焊接电源。用于粗丝熔化极自动电弧焊,构成一种变速送丝调节系统,也称均匀调节系统。 |
