|
B、模拟控制的压-频转换
A所介绍的原理,要用数字技术实现。但是从当前发表的多篇文献内容看,还未见有人把这一计算方法付诸实施。相反,许多人对模拟控制仍有较大兴趣,而且认为有快速稳定的效果。
现根据几篇文献介绍的意向(无人作具体的介绍),按照个人的理解,设计了一个模拟控制的压-频转换电路,完成电弧电压负反馈调节作用,以此能建立压-频转换控制的基本概念。现加以介绍:
脉冲MIG焊电弧电压反馈控制(压-频转换)系统电路图原理如图4-6所示:
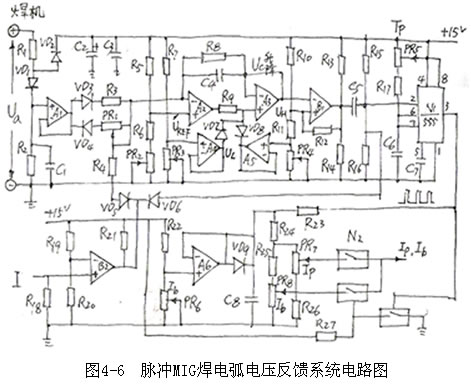
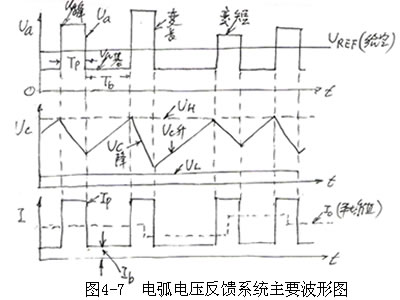
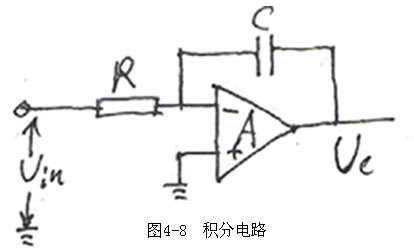
图4-6、4-7所示电路图和波形图是建立在图4-8所示线性积分电路原理的基础上的。图4-8中A为运放,R、C为积分参数,Uin为输入直流电压,UC为积分电压,电路的基本表达式为:

由4-1式看出:若 为常数, 与 大小成比例,但方向相反;若 为常数, 与 成正比。前一种关系可用于脉冲电流时弧压的检测情况,由于 是常数,图4-6中,积分器的输出电压 (相当于式4-1中的 ),与输入电压(Ua-VREF)(相当于式4-1中的 )(VREF:积分器的参考电压,代表平均弧压的给定值)成正比,而变化方向相反;后一种关系可用于基值电流期间的弧压检测情况,基值电流期间,维弧电压一定,图4-6积分器的输入电压(VREF- Ua)为常数,基值电流时间Tb就和Uc升成正比。由于UH是比较器B1的门限,积分器的高电平,UH就是每一周期中积分器输出电压的起点和终点,因而该电路保证了 。这个关系式不变,输出变量只有Tb。在图4-6和4-7中,Ua为焊机输出电压,代表弧长。运放A2、A3、A4、A5组成了积分器,输出高电平为UH、低电平为UL,这是一个钳位积分电路, 的下降速度由积分常数R3C4和(Ua-VREF)值决定。R3C4应配置在最宽脉冲期间,使 到达最低点UL。 的上升速度由PR1、C4和(Ua-VREF)来决定,PR1可对最长基值时间Tb(max)进行预置调整。 的电平由比较器B1与UH比较后,经微分电容C5产生一个负脉冲,去触发电流脉冲发生器N1的2头,N1的3头,立即输出高电平,3头高电平的宽度就是脉冲峰值时间Tp,由PR5、C6调整,一但调好后,就是一个固定宽度。这时N1的3头高电平,就是电流IP的给定值电压,IP的大小,由PR7调整。经过TP时间后,N1的3头成为低电平,基值Ib的给定电压,由运放A6提供,Ib的大小,由PR8调整。IP的上升沿和下降沿由R23和C8调整。在焊机为空载时,Ua为空载电压。此时焊机电流I为零,B2输出为低电平,通过VD5、VD6,使积分器输入变低,UC处于高电平UH,N1的2头处于低电平,3头为高,系统处在脉冲电流状态。高频引弧以后,焊机以脉冲峰值电流起弧,当产生IP值后,B2输出高电平,使系统处于压-频转换闭环控制状态。
参照图4-7波形图看出,若弧长加长,Ua升高, 下降速度加快,在TP时间内, 降低的幅度增大;转入Tb后, 就从较低电平上升,到达UH的时间加长、Tb加大、脉冲距离拉远、平均电流下降、焊丝熔化速度减慢。在等速送丝下,弧长向短的方向恢复。若弧长变短,Ua降低, 下降较慢,转为基流时, 从较高的电平起始,因而到达UH的时间变短,即Tb变短,下一个脉冲电流较早来临,使平均电流增大,熔化速度加快,弧长又向长的方向恢复。以上两种情况的弧长调整都在本脉冲周期内实现,因而是一种响应速度最快的稳弧方式。
该系统并没有把弧长变化信号进行放大,而是把它转化为积分器电压斜率的变化,调整精度,主要取决于比较器分辨程度,和我公司本脉冲焊机的反馈控制原理相类似。 |
