陈长江 武汉船舶职业技术学院船舶工程系
摘 要 介绍了实芯焊丝CO2焊的熔敷效率测试方法;试验结果表明,在回路电感值不变的条件下,焊接电流、电弧电压和气体流量是影响熔敷效率的主要因素。
关键词 熔敷效率 CO2焊 实芯焊丝
CO2 焊作为一种高效焊接工艺,具有生产率高,综合成本低等优点,在造船企业得到推广应用。但是,由于CO2焊的飞溅较大,使得熔敷效率降低,焊接质量难以保证[1] 。因此,研究焊接工艺参数对熔敷效率的影响具有重要意义。
1 试验设备与方法
1.1 试验设备及材料
试验焊机为KRⅡ350型半自动焊机,电源极性为直流反极性;焊丝为实芯焊丝,焊丝牌号ER5026,焊丝直径1.0mm;试板为Q235,尺寸为800mm×80mm×10mm;试验用天平1套,卷尺、记时器各1个。
1.2 试验方法
试验前,将试板表面打磨光滑,清除表面铁锈及油污,用天平称量试板的原始质量m0;在回路电感值不变的条件下,采用不同的工艺参数在试板上进行平敷焊,焊后去除试板上的飞溅及焊渣,称量试板质量m1;用卷尺和天平计量消耗的焊丝质量M0; 采用下列公式计算焊丝的熔敷效率:
2 工艺参数对熔敷效率的影响
在实芯焊丝的CO2焊中,细焊丝(焊丝直径为0.6~1.4mm)一般采用短路过渡焊接,飞溅损失是造成熔敷效率降低的主要原因。飞溅小,熔敷效率高;反之,则熔敷效率低。在回路电感值不变的条件下,焊接电流、电弧电压和气体流量是影响飞溅的主要因素[2] 。所以,焊接电流、电弧电压和气体流量也会影响熔敷效率。
2.1 焊接电流对熔敷效率的影响
试验条件:
电弧电压20V,气体流量15L/min,焊接速度180mm/min,焊接电流选用120、140、160、180、200A。
焊接电流对熔敷效率的影响如图1所示。
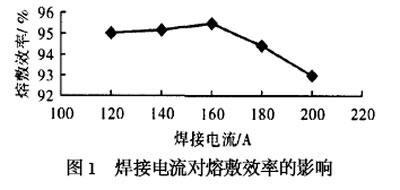
从图1 可以看出,随着焊接电流的增加,熔敷效率先升后降,焊接电流为160 A 时,熔敷效率最高。表明在回路电感值、电弧电压和气体流量不
变的情况下,如果焊接电流匹配得好,可获得较高的熔敷效率。这是由于焊接电流过小,引弧困难,短路过程不稳定;焊接电流过大,则短路峰值电流过大,也会造成短路过程不稳定,使短路过渡频率降低,飞溅增大,熔敷效率降低。只有焊接电流与电弧电压匹配合适时,短路过渡频率最高,过渡的熔滴体积最小,飞溅最小,熔敷效率最高。
2.2 电弧电压对熔敷效率的影响
试验条件:
焊接电160A,气体流量15L/min,焊接速度180mm/min,电弧电压选用16、18、20、22V。
电弧电压对熔敷效率的影响如图2所示。

从图2可以看出,随着电弧电压的增加,熔敷效率也是先升后降,电弧电压为18V时,熔敷效率最高。表明在回路电感值、焊接电流和气体流量不变的情况下,如果电弧电压匹配得好,可获得较高的熔敷效率。这是由于电弧电压过低,电弧引弧困难,焊接过程也不稳定;电弧电压过高,则由短路过渡转变成大颗粒长弧过渡,焊接过程也不稳定[3]。只有电弧电压与焊接电流匹配得较合适时,才能获得稳定的焊接过程,才能使飞溅减小,熔敷效率提高。
2.3 气体流量对熔敷效率的影响
试验条件:
焊接电流160A,电弧电压18V,焊接速度180mm/min,气体流量选用10、12、15、18L/min。
气体流量对熔敷效率的影响如图3所示。
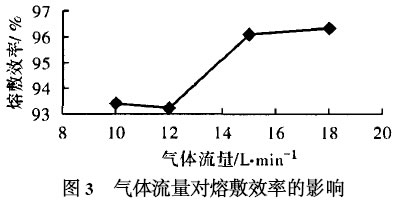
从图3看出,随着气体流量的增加,熔敷效率先缓降后快升,气体流量达到15L/min后,熔敷效率增加缓慢;气体流量为18L/min时,熔敷效率最高。表明在回路电感值、焊接电流和电弧电压一定时,气体流量在一定的范围内,飞溅小,熔敷效率较高。这是由于气体流量过低,保护气体的挺度不够,效果不好,焊接过程不稳定;只有气体流量合适时,才能获得较好的气体保护效果和稳定的焊接过程,才能使飞溅减小,熔敷效率提高。
3 结论
焊接电流、电弧电压和气体流量只有相互匹配,才能获得****的熔敷效率。
参考文献
1 张贵锋,张建勋,王士元。CO2焊接工艺研究与工程应用进展,电焊机,2004(3)
2 郭大勇,李晓坤,区智明。CO2焊短路过程检测及应用。焊接,1998(7)
3 姜焕中。电弧焊及电渣焊。北京:机械工业出版社,1988:202~205
|








