|
无铅钎料/Cu焊盘接头的界面反应
王丽风1. 2 , 孙凤莲1 , 梁 英1 , 姜志忠1
(1. 哈尔滨理工大学, 哈尔滨 150080; 2. 哈尔滨工业大学现代焊接生产
技术国家重点实验室, 哈尔滨 150001)
摘 要: 研究了无铅钎料Sn23. 8Ag20. 5Cu与Cu焊盘接头Cu2Sn界面金属间化合物的形成与长大机理。采用CALPHAD 方法利用Thermo Calc软件进行了Sn23. 8Ag20. 5Cu /Cu合金体系亚稳相图计算,比较了界面处局部平衡时各相形成驱动力大小,预测了体系界面反应过程中的金属间化合物形成类型和反应通道;预测结果表明,界面金属间化合物有Cu6 Sn5、Cu3 Sn,第一析出相为Cu6 Sn5 ;通过SEM和EDX分析,验证了预测的准确性。根据金属学固液界面的扩散与溶解规律,分析了界面金属间化合物的形成和长大特点。
关键词: 金属间化合物; 无铅钎料; 界面反应; 热力学计算
0 序 言
目前,在电子行业中应用最广泛的合金钎料是Sn - 37Pb (共晶)和Sn - 40Pb。然而, Pb对环境的污染以及对人体健康的侵害让人们越来越不能接受它的存在[ 1, 2 ] 。2003年2月13日欧盟废弃电力电子设备指令(WEEE)及在电力电子设备中禁止使用某些有毒有害物质指令(ROHS)案的颁布及中国《电子信息产品生产污染防治管理办法》的出台,在世界范围内引发了一场电子封装的无铅化革命。有关无铅焊料的研究工作近几年来发展很快,特别Sn2Ag2Cu无铅钎料与Sn237Pb钎料相比具有更好的力学性能,其中蠕变性能、热力疲劳行为及在铜和铜基体上有更好的钎焊性[ 3 ] ,因此表现出很大的发展潜力。从软钎焊冶金学角度来说,当熔融的含Sn钎料润湿基板上的Cu焊盘时,即会在钎料/Cu界面形成金属间化合物( IMC) ,从而实现软钎焊连接[ 4 ] 。最近的研究表明,电子元器件在工作时或环境温度变化会促使IMC的生长并导致内应力的产生,同时会对钎焊接头的可靠性产生不利影响。随着IMC层的厚度增加,接头的热疲劳寿命、抗剪强度和断裂韧性会减小[ 5~8 ] ,因此研究界面反应并控制IMC的生长具有重要意义。
1 试验方法及检测手段
1. 1 计算方法
研究利用热力学计算软件Thermo - calc[ 9 ] ,计算得到Sn - 3. 8Ag - 0. 5Cu三元系在250 ℃时的亚稳相图,预测了Sn - 3. 8Ag - 0. 5Cu /Cu扩散偶界面反应过程中的中间相形成序列。
1. 2 试验材料及方法
试验采用Sn - 3. 8Ag - 0. 5Cu钎料球,直径为0. 76 mm, 熔点为227 ℃, 金属基板为纯度大于99. 9%的铜盘,焊盘直径为0. 3 mm。首先铜盘经过打磨和抛光,用1μm金刚石粉进行抛光,然后把无氧化的铜盘用丙酮清洗后放入体积分数为50%HCl- H2O中腐蚀30 s,涂覆松香后,将钎料球置于其上,使铜盘与钎料进行重熔。重熔时间分别为15 s、20 s、50 s、100 s、200 s、300 s,当达到反应时间后,将试件空冷到室温。将重熔获得的钎料焊点进行垂直切片,用环氧树脂固定,经过细磨→粗抛光→精抛光→腐蚀制备出金相试样。
1. 3 检测手段
分别用Olympus光学金相显微镜观察接头形貌,并测量IMC厚度,因IMC厚度有微小的差量,因此,每个厚度数据是10次的平均值。用JEM - 840型SEM分析焊点微观结构, 用EDX确定生成相化学组成。
2 试验结果及分析
2. 1 界面反应预测
钎料与焊盘的反应主要依赖于体系多元热力学与动力学, Sn - 3. 8Ag - 0. 5Cu /Cu界面反应,必须考虑多元系统,才能很好地理解可能有的产物。研究采用CALPHAD (热力学分析计算) 方法, 利用Thermo calc强大的计算功能,对Sn23. 8Ag20. 5Cu无铅钎料与Cu 基底间形成金属间化合物进行了预测,计算得到Sn / Ag/ Cu三元系在250 ℃时的亚稳相图,见图1 (L iq有示液态钎料, FCC表示面心结构) ,析出路径为A →B →B′→C→D →E,可以得到Sn - 3. 8Ag - 0. 5Cu /Cu扩散偶在250 ℃的界面反应中间相形成序列为Cu6 Sn5 →Cu3 Sn。

2. 2 界面反应试验分析结果
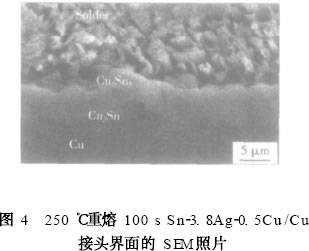
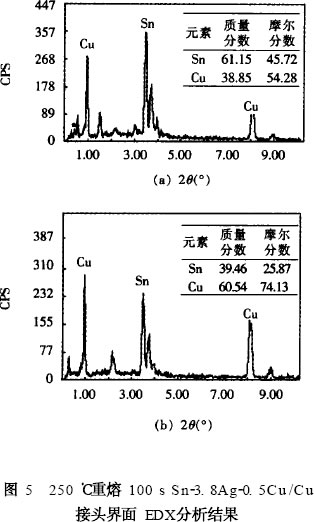
图2和图3分别为Sn - 3. 8Ag - 0. 5Cu /Cu在250 ℃重熔15 s后焊点界面的SEM照片和IMC的EDX分析结果。Sn - 3. 8Ag - 0. 5Cu /Cu重熔100 s后焊点界面的SEM照片和IMC的EDX分析结果见图4和图5。
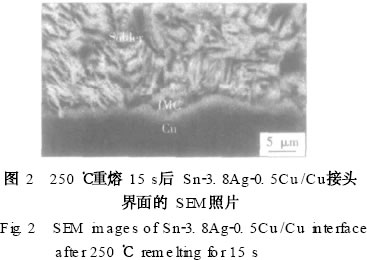
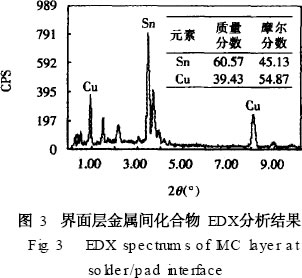
重熔15 s的扫描电镜照片可看出接头的微观组织从上到下依次为凝固的钎料、反应区及铜层,界面处存在着连续的比较薄的金属间化合物层,厚度约为1. 3μm,根据图3所示的EDX分析结果可确定为Cu6 Sn5 ,而Cu3 Sn 由于其形成激活能要高得多,在重熔时间较短时接头界面上没有发现此相。
而重熔100 s较长时间,在Cu6 Sn5 (图5a)与Cu界面上发现了Cu3 Sn相(图5b) 。这与用Thermo -calc预测结果吻合得很好。由此可以认为,用热力学分析可以预测在任何温度下的相及相形成序列和不同体系的无铅钎料与界面反应,此方法对材料的合金设计、工艺设计具有一定的实际指导意义。
2. 3 IMC的形成与长大机理分析
2. 3. 1 重熔时IMC的形成与长大
图6为250 ℃重熔IMC厚度随保温时间的变化曲线。热力学分析和试验结果证实了有两种IMC生成。由于Sn、Cu在两种IMC中的浓度比例不同,因此在Sn 过量时形成Cu6 Sn5 , Cu 过量时形成Cu3 Sn[ 10 ] 。从图中可看出,重熔开始时直接从液态钎料中形成金属间化合物的速度较快。文献[ 5 ]中研究指出, IMC层的初始形成晶粒尺寸很细,因而,可以认为晶界扩散是使IMC快速增长的优先扩散机制。 IMC 一旦形成, Sn、Cu 的扩散就要通过Cu6 Sn5 层,使扩散机制转变为体扩散。Sn、Cu的扩散的动力减小, IMC增加的速度也就逐渐减小。

由Sn、Cu二元相图可知,二者之间的溶解度是随温度而变化的,界面微小的温度波动, IMC相就可通过Cu /Sn - 3. 8Ag - 0. 5Cu界面上过饱和熔体的非均匀沉淀析出而形核,形核后的IMC,根据扩散理论,在界面上存在分解和长大两种反应,当液态钎料中的Cu含量没有完全饱和时, IMC发生溶解反应,溶解到钎料中去;当液态钎料中的Cu含量完全饱和时, IMC析出。重熔开始阶段,因液态钎料直接与Cu接触, Cu在液态钎料中,很容易达到过饱和,从而以IMC快速沉淀析出,此时, IMC增长速度比分解速度快,从而在Cu /Sn - 3. 8Ag - 0. 5Cu界面形成连续的IMC层。IMC层一旦形成,在体系里就存在了两个界面, 即Cu / IMC 和IMC /Sn - 3. 8Ag -0. 5Cu,在生长和分解的综合作用下, IMC的形成与长大主要发生在Cu / IMC界面上,因此时IMC的形成是靠Sn、Cu扩散通过IMC层,扩散到Cu界面的Sn与Cu形成IMC,当Sn能度较高时, Sn: Cu达到5: 6,形成Cu6 Sn5 ;当Sn能度较低时, Sn: Cu达到1:3,形成Cu3 Sn,且使IMC向Cu基底生长。钎料中的Cu经过IMC层扩散到界面,却不会形成IMC,这是因为IMC中的Cu浓度大于液态钎料中的Cu浓度,在浓度梯度的作用下,会向远离界面的钎料中扩散。
只要生长反应超过分解反应, IMC层厚度就会增加,由于层厚是通过Sn穿过IMC的扩散引起,所以,IMC层增长速度会随它的增加而减慢。
2. 3. 2 时效时IMC的生长
焊点中形成的金属间化合物Cu6 Sn5 在时效过程中会随着Cu和Sn之间的进一步反应而继续生长演变。图7为焊点在130 ℃保温时金属间化合物的厚度随时效时间的变化曲线。
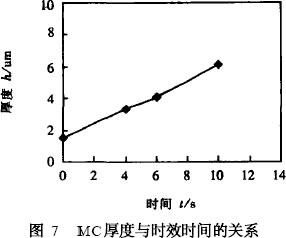
可以看出随着时间的延长, IMC的厚度与t呈线性关系。重熔后Sn - 3. 8Ag - 0. 5Cu /Cu接头界面的IMC厚度大约为1. 3μm,在130 ℃的高温下保温72 h后, IMC长到大约5. 6μm,按金属学理论,扩散控制的固态Cu6 Sn5 IMC的生长可用一维经验公式表示为

式中: X ( t)为t时刻IMC层厚度; X0 为焊点条件下金属间化合物层的初始厚度; D 为该温度下扩散系数。可看出试验数据与此关系式基本相符。由此可知,电子器件在服役过程中,过度的IMC增长,能引起钎料过量地消耗焊盘中的Cu,从实际应用考虑,在Cu焊盘上应采用合理阻挡层来控制IMC的增长。
3 结 论
(1) Sn - 3. 8Ag - 0. 5Cu /Cu界面反应形成了IMC层。用热力学分析计算法预测界面反应生成IMC为Cu6 Sn5、Cu3 Sn,第一析出相为Cu6 Sn5。
(2) 结合试验,采用SEM、EDX技术验证了250℃ IMC预测的吻合性。
(3) 重熔时,界面上IMC在初始阶段快速形成与长大,其后逐渐减慢;时效时,固态扩散促使IMC继续长大,速率小于液态下,增长厚度与时间的平方根成正比。
|








