脉动焊电流脉冲对钢轨焊接质量的影响
朱 峰1 ,高文会2
(1.济南铁路局工电大修处,济南 250022 ; 21 铁道科学研究院金属及化学研究所,北京 100081)
摘要:分析了脉动焊轨工艺在焊接U75V 钢轨的过程中,顶锻前期电流脉冲对焊接质量的影响,认为顶锻前的较大电流脉冲易使焊缝部位形成焊接缺陷,并提出了相应的解决措施。
关键词:钢轨焊接 电流脉冲 质量 影响
2003 年济南铁路局首次换铺U75V 钢轨无缝线路,换轨段承担了包钢U75V 钢轨的焊接任务。作为一种新型的高强度耐磨钢轨,U75V 钢轨的含硅量增加,可焊性变差,对焊接缺陷十分敏感,若使用传统的连续闪光焊工艺要通过TBPT1632 ―91 标准要求的落锤指标则十分困难。换轨段的科技人员开发了国产K900 焊机的脉动焊接工艺,既保证了焊接质量,又大幅度地提高了焊轨效率。作为一种比较新颖的焊轨工艺,脉动焊轨技术有待我们进行深层次的研究。本文针对生产过程中顶锻前电流脉冲对焊接质量的影响机理进行了初步的探讨。
1 脉动焊工艺简介
钢轨脉动焊工艺是K系列焊机独具特色的当今世界******的焊轨工艺之一。20 世纪90 年代以来,由于可编程控制技术和计算机技术在焊机控制系统上的应用,脉动焊轨技术能够实现对钢轨的高效率加热,并能减少焊接缺陷,提高接头机械强度[1 ] 。焊机液压系统通过比例阀精确控制焊件的送进和分离,可使平均焊接电流保持在500A左右,焊接时间仅100 s左右,不足传统连续闪光工艺的1P2。
2 问题的提出
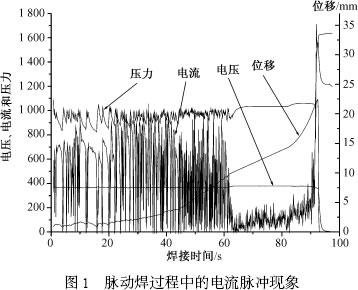
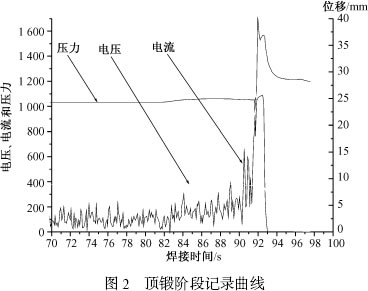
K900 焊机的脉动工艺试验通过型式检验后,随即进行U75V 钢轨试焊生产,在生产过程中,通过计算机监控系统发现一部分焊头的焊接电流在带电顶锻前期有不同程度的电流脉冲(如图1 是一典型的脉冲现象,图2 是最后阶段的放大) 。在91 s 时出现多个高达700 A 的电流脉冲。根据前期试验积累的数据表明,在顶锻前出现电流脉冲会对焊接质量产生不利影响,质量波动表现在接头的抗锤击性能下降[2 ] 。试生产阶段为了确保焊接质量,在遇到上述情况时要求重新焊接,但由于脉动焊对钢轨端面垂直度的严格要求,报废焊头不能使用氧乙炔火焰切割,只能使用带锯机锯切,这就会在一定程度上影响焊轨生产进度。经过一个多月的试生产,电流脉冲现象时有发生,有必要对这一现象进行深入的研究。
3 试验
3.1 缺陷分析
为深刻认识电流脉冲对焊接质量的影响,我们将出现电流脉冲的焊头按照113 m 的长度锯切下来进行落锤检验,通过对17 只接头的落锤检验证实,带电顶锻前的大电流脉冲视电流大小和出现的时机对焊接质量产生不同的影响,电流脉冲越大,离带电顶锻阶段越近,对焊接质量的影响也就越大。对质量的影响大多数是以灰斑的形式显现的。对于断口上的灰斑,较连续闪光工艺不同之处是灰斑的颜色较深,灰斑区域没有挤压痕迹,也没有常见的平齐和光斑并生现象。为此,将折断的部分焊头进行了金相分析。
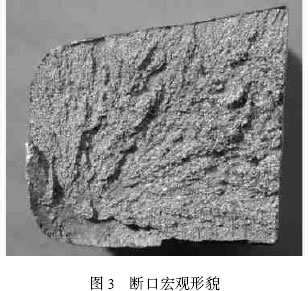
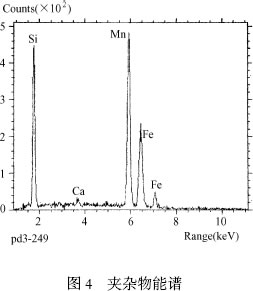
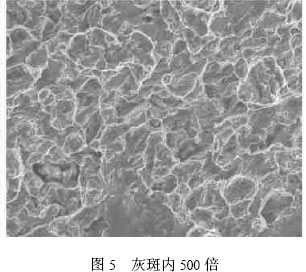
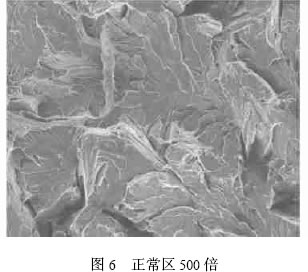
金相试头编号:C9710 号,将裂源处锯切下来,送铁科院进行了分析。图3 是一典型断口的宏观形貌,轨底角尖端可见微小灰斑,由周围的放射状纹理可知灰斑是裂纹源。由图4 能谱可知,夹杂物主要是硅、锰,还有少量钙。由图5 可以清晰地见到灰斑内存在夹杂物,断口存在韧窝,夹杂物大小不等。由图6 可见正常区(灰斑以外) 是清晰的解理断口,正常区无夹杂。
关于灰斑的分类和成因钢轨焊接界至今尚无定论,但有一点已经达成了共识,即灰斑缺陷的产生可以归结为母材和工艺方面的原因。在焊接过程的顶锻前期出现较大的电流脉冲,就意味着有较多液态过梁参与导电而导致较大的爆破,爆破产生较深的火口或高熔点的硅酸盐夹杂物不能被挤出,而且越接近顶锻阶段越不容易被挤出来,留在焊缝内形成焊接缺陷。
3.2 后期工作
焊轨生产依据的焊接工艺参数通过了型式检验,而设备状态的波动会干扰焊接工艺的准确执行。通过分析认为,液压油的洁净度及机械结构的精确度下降会导致电流脉冲现象的增加,由于脉动焊接工艺是依靠精密控制焊件的接触和分离来实现焊件的闪光加热,所以脉动工艺对设备的要求比较高,焊机在使用一段时间后,由于器件磨损或紧固件松动等原因,使焊接过程中机械执行机构的动作滞后于焊接控制系统,就有产生电流脉冲的可能。另外液压油的洁净度下降会导致比例阀等液压元件在输出指令时产生偏差,同样会在焊接过程中影响焊件的接触电阻,当参与导电的液态金属过梁的数目非正常增加时,反映在电流曲线上就是电流脉冲。
为验证以上分析,我们对设备进行了彻底检查,清洗了液压系统;紧固了二次导电回路;对焊机的机械结构进行了全面检修,提高了机械精度。在以后的焊轨生产中有效地减少了电流脉冲的现象。
4 结论
1) 电流脉冲对焊接质量的影响可归结为灰斑对质量的影响,而对焊缝金属的金相组织没有明显的影响,正常区的金相组织是珠光体和少量的铁素体。
2) 脉动焊轨工艺对设备的要求比较高,必须保证设备始终处于优良状态。
3) 根据试验结果,规定在顶锻前期5 s 内产生600A 以上的电流脉冲,要求切掉重焊。采取以上措施后,大电流脉冲现象有所减少,而且完善了质量标准,有效地提高了焊轨进度。2003 年换轨段铺设的U75V 钢轨无缝线路至今未发生一起焊头断头事故。
|
