|
304不锈钢制造的分水器,管径常用40~50两种,管壁厚度1~1.2mm, 分水器末端为了扳管牙采用管壁厚2.5~2.7 mm,另一端密封盖也采用管壁厚1~1.2 mm,支管采用管壁2.5~2.7mm。管管搭接焊缝,采用TIG和钨极氩弧焊焊接,此种接头存在下列严重问题:
①在图一第2点封盖与管身焊接位置,在图一第1和第5点处焊接位置采用材料厚薄不同,该焊接工艺无法将其焊透,只有连接作用。焊接强度低,固然承受负载能力差,受外力极易引起裂纹,撕裂从而漏水。特别在北方天气冬夏温差大的环境下,在焊接没焊透的情况下容易产生金属收缩性裂纹。另外,在南方地区夏天日照晒之下,水温达到烫手的情况,在北方地区冬天的时候,对水温没有起到保护恒温的功能。
②如管壁内未有充气气体保护焊接管内焊接热影响无法保护焊接过程中产生碳化铬(CrFe23C6)形成贫铬区,该区部位极易生锈从而污染水质,长期通水连续污染。(目测焊缝处,如焊缝发黑是碳化铬(CrFe23C6)形成贫铬区,正常是发白和金黄色。)
小结:经不锈钢分水器管样本解剖可以看出,该产品结构形成不合理,违反管道和压力容器焊接工艺规程和焊接工艺技术。如达到规范要求,该种分水器结构焊接工艺应全部改用对接(板材厚度一致2.7mm)或角接单面焊双面成型,管壁内充Ar氩气保护方可达到焊接技术要求,从而整管体的强度才能达到要求。(目测焊缝处,正常是发白和金黄色。)
2、焊接式钢塑复合分水器结构如(图一) 如(图二)
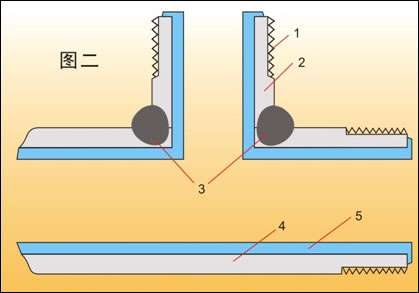
①支管丝扣 ②支管 ③主管支管焊接接头 ④主管 ⑤PE\PP-R内衬塑
(焊接熔深好,钢塑复合无缝熔接一体)
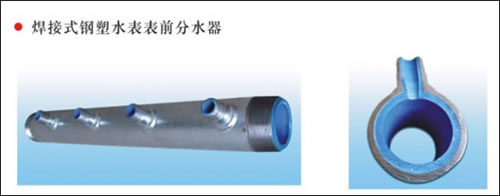
制造材料:采用国标高频焊接钢管,管内壁采用一性注射PP-R塑料无缝成型。
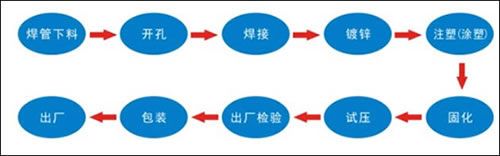
生产工艺流程简述:
结构焊接工艺:(图二-3点)
主管与支管焊接端部倒角45×1.5倒角,增加焊接熔深。选用MAG高效焊接方法,焊丝直径1 mm,焊接电流100~120A,电弧电压20-21V,选用活性气体Ar+ CO2 20%保护气体,该焊接工艺飞溅少,电弧稳定焊缝成型良好。采用自动焊接旋转焊接360°一圈一次性焊接,焊脚要求K=2mm,焊路熔透性熔深良好,支管与钢管焊接接头具有高强度高塑性。分水器整体焊接加工完毕进行热镀锌工艺。
内衬PE或PP-R阐述:(图二-5)
①分水器整体焊接加工完毕热镀锌处理后,进行管整体注塑内衬塑工艺。
②内衬塑材料采用符合饮用水标准的PE或PP-R和碳酸钙为原料。
③两种材料按一定的比例混合经加热,经高压力注塑处理,使塑料粘附强度良好,主管与支管同步一次性注塑成内型腔,使其支管内交界部位与主管同步熔合成型良,无任缝隙产生,具有流体阻力小。
④主管与支管口处也使用塑料覆盖工艺,使管口与其它配件对接时起到密封的作用,无需另加橡胶密封圈。
⑤这工艺结构更适合南方地区夏天在日照晒的情况下起到保护水温恒温作用,而北方地区冬天的时候起到水保恒温的功能。
小结:焊接式钢塑表前分配器具有独特的实用性、安全性、便捷性、经济性的优点,模块式的安装方法提高了安装效率,大大的节省劳动力。合理的设计构造,规范的焊接工艺和内衬塑解决水污染难题,该设计有足够的结构强度和紧固连接强度。
综合以上两种焊接式表前分配器的分析:
1、结构性能:很明显焊接式表前钢塑分配器的整体强度高和塑性优点,及承受的负载压力等综合性方面,比不锈钢式要更好。其不容易受到外力和地质的不均匀沉降时产生变形撕裂等情况从而导致漏水。
2、解决水污染方面:分水器钢塑复合的独特工艺,对水污染方面比不锈钢的要好,因不锈钢的焊接工艺缺陷造成焊缝处的金属烧损产生碳化铬(CrFe23C6)形成贫铬区,该位置导致产生锈蚀问题。
3、水保护恒温:内衬塑工艺其内壁的塑料保护层,对水恒温起到很好的作用。在南北方环境下,而不锈钢材料分配器不具备对水起保护恒温功能。
4、造价成本:钢塑式分水器的造价成本比不锈钢式的要低。
综合以上几点分析,焊接式钢塑表前分配器无论结构性和经济性等方面都大大的优胜不锈钢式的分配器。以上仅代表个人分析意见,只作参考,不到之处敬请见谅!
相关链接:佛山金运通焊接机电有限公司:涉足新领域(志杰管道配件)
 |

