|
0��������
�������ʵ�Դ����������Ĵ�������Ҫ�ϴ��ɢ�����������Ч���ɢ�����Ĵ���Ч�ʳ�Ϊ���������Ʒ����Ʒ�չ��ԭ���������ڴ�ͳ��ɢ��������Ч�ʵͣ��ر��Ƕ���ĸ߿��ȴ��ɢ�����������ѣ�������ݳ���ɢ����Ϊ��������ɢ�������ͷ�ʽ����ȡ����ͳ���ص��Ͳ�ɢ������
1�������ɢ���������
1.1������
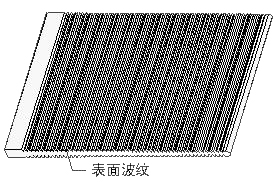
���������Ƿ��÷��ȹ�����������Ƭ�����塣��Ҫ�������������������Ч�Ĵ��������弰��Ƭ�ϣ���Ҫ���㹻��ǿ�ȣ���֤��Ƭ��ӿɿ���������Բ�ȡ�������Ͳ�ģ�ߣ�ͨ����ѹ��ʽ�����ۣ����ڳ�Ƭ����ӡ�����ͼ��ʾ��

1.2����Ƭ
��������������������Ҫͨ����Ƭɢ����ȥ����Ƭ��ɢ�����Խ��������Ƚ���������Խǿ����ǿ�ȷ���ʱ��������������棬����������ȷ����������������ȶ�����������Ƭ�ı������Ӳ��ƣ�����Ч����ɢ����������ɢ��Ч�ʣ�����ͼ��ʾ��
2�������庸�Ӽ�����Ӧ��
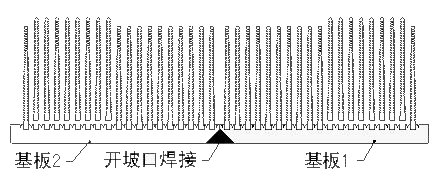
��������������ȵ�ɢ�����������ȳߴ������㹦��������Ҫ�ɲ�ȡ���ӵķ�ʽ��������ӿ�������Ҫ����þ���Ͻ�˿���ӣ����������ġ�V���βۿڣ�����С��������ǿ��Ҫ������ͼ��ʾ��

3�����洦��
3.1�� ���Ӻ�Ļ��������ϳƽ�洦������֤���ù�������ʱƽ�������Ͻ��ܣ�����С��
3.2�� ��Ƭ�ͻ���ֱ��������������������������Ȼɢ�ȳ��ϣ���Ҫ��ɫ�ɺ�ɫ��������ǿ�ȷ��䳡�ϣ�ֱ�������ɰ�ɫ���ɡ�
4����Ƭ���������
����������Ĺ���Ϳ�ϸ�Ч���ȹ�֬�����Ƭ�빵�ۼ�ķ�϶������Ƭ�����ڻ��幵���ڣ��ڳ�Ƭ���߲�ȡ�ϵ�ʽ��íʵ��Ƭ����Ƭ�������ܵ������һ��������ɢ����������ͼ��ʾ��
5����Ӧ��ʵ��
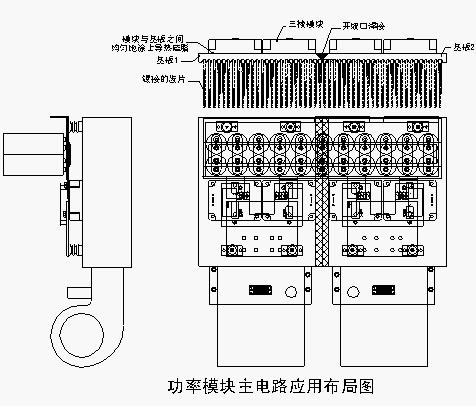
������ƴ�������ɢ�����ѳɹ�Ӧ����300KWӦ����Դ�ĵ�������·�С���ɢ��Ч���ܺã���ȫ�����Ʒ�������Ҫ��������������ɢ���������ϣ�ͬʱ��ɢ���������ģ��֮�����Ϳ�ϵ���֬��ͨ��ǿ�ȷ��䣬������ģ���ɢ��ɢ�����ϵ������ų������⡣Ӧ�ò�������ͼ��ʾ��
6������
������������ĺ���ʽ���ɢ�������������ڽ�����ʵ�Դ����Ƶ����⣬����ʮ��ʵ�õļ�ֵ��ɢ�������������Բ�ͬ��˾����ͬ��װ�ߴ�Ĺ���ģ����к��ӣ��������ģ�鰲װ���̶������⡣��Ƭ�����ֱ�ӹ����ͺ�����ӣ��ɽ��������߱�ɢ�����������⡣�ü����������ڴ���UPS�����������������·�С�
�����
[1] �����˾.��������ɢ�����ֲ�
[2] ���˾.������������IGBt�����ܹ���ģ��Ӧ���ֲ�
[3] ���� �Ԑ�� ��ȫ��. �����豸�ṹ���ԭ��. ���ϴ�ѧ������
[4] �뵼������ɢ����ͨ�ü��������� GB7423.1-87
[5] ���Ӽ���ع��շ�����GB/T 5185-2005
|
