|
1、概述
轨道车辆分客运和货运两大类。在客运方面:为满足快速增长的旅客运输需求,我国目前加快了全国高速铁路客运网的建设,特别是高速铁路的建设,到2020年客运专线将达到12500km,形成“四纵四横”客运专线骨架。在货运方面:56%的煤炭、84%的石油、24%的钢铁、22%的粮食58%的棉花都是通过铁路运输,货物发送量已位居********,达到20亿吨以上,将重点发展重载货车(80T 以上)的研发。客货运输能力满足社会发展的需要,主要技术装备达到或接近国际先进水平。
轨道运输与交通建设的快速发展,将需要大量的客货用车辆。高性能的车辆需要高效的自动化设备进行生产,自动化程度越高越能保证车辆的质量稳定性。
哈尔滨焊接研究所利用三十多年研发、制造焊接专用设备的经验,以及在焊接材料、工艺方法的成果,针对铁路货车车辆生产的需要,2002年起先后研制了多条铁路敞车端墙机器人/专机生产线。针对高速动车和城市轨道就通铝合金车体需求量的增加,2009年研制出了用于铝合金车体大部件焊接的龙门专用焊机及机器人焊接生产线,已有6条线在生产中应用。在高速铁路、城市地铁、轻轨等铝合金车辆制造中发挥着应有的作用。
2、敞车端墙自动焊接生产线
现代车辆生产需要先进的制造技术,焊接技术在车辆生产中具有十分重要的作用。敞车端墙为一种框架式结构,焊缝长度变化较大,而且焊缝的方向也有较大的差异,焊接所开发的端墙自动焊接生产线很好的解决了这些问题,生产线分为机器人和焊接专机以及混合方式等三类。
2.1机器人焊接生产线
焊接机器人具有很好的工作柔性,特别适于焊缝位置多样的工件的大批量焊接生产。焊接机器人生产线的组成,采用引进机器人,加上配套的国产外围机械系统与电控系统,是符合国情的机器人成套自动焊装备低成本自动化的****途径。
研制的敞车端墙机器人焊接生产线如下图1、2。该生产线实现了端墙正反面全自动传输,机器人自动焊接。机器人焊接过程采用协调控制,一维滑轨可以增大机器人有效的工作区域,工件传输正面采用辊道式输送系统,背面采用传输车方式,在焊接工位的工件装夹定位简单、适用而可靠。使用机器人可以焊接工作域内的对接、搭接、角接等多种焊缝类型。
机器人系统具有焊缝初始位置的激光寻位功能,可适应工件一定范围内的形位偏差。采用电弧传感系统进行焊缝轨迹的实时传感。在工作中机器人首先需要进行激光焊缝起始点的寻找,确定实际焊缝起点位置,然后进行焊接,同时在焊接过程中采用电弧焊缝实时传感技术,实时纠正焊缝偏差。机器人焊接工位四周设有弧光防护罩,并工作中的安全警示装置。
机器人外围设备采用PLC(可编程序控制器)控制,能与机器人通信,在操作平台上,能对整个工作站的工作过程进行控制,同时具有手动、自动、示教、测试、预留外接总线等功能模式。控制系统还设有无焊丝和保护气体压力检测报警,以确保焊接过程的正常进行。

沈阳车辆厂的敞车端墙机器人焊接生产线具有以下特点。
● 整条生产线共有4台焊接机器人(正面2台IGM;背面2台OTC)
● 整条生产线包含组装、焊接、传输、翻转、补焊等13个工位。
● 端墙机器人使用激光焊缝始端寻位+电弧焊缝实时传感
● 生产线由中心向两侧分布,两侧的工位布置完全相同且控制系统也完全相同。
● 端墙正反面实现全自动传输,机器人自动焊接。
● 生产线两侧完全相同,保证设备维修期间不需要停止生产,每一侧的机器人都能完成整个工件的焊接,确保生产的连续进行。
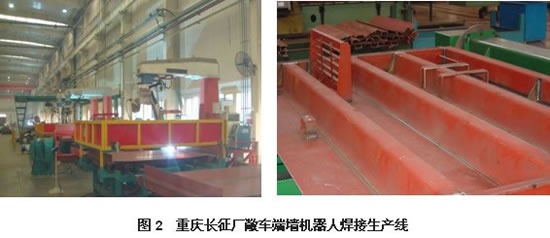
重庆长征厂敞车端墙机器人焊接生产线具有以下特点。
● 正面为2台OTC弧焊机器人+2台OTC焊接电源
● 背面为1台OTC弧焊机器人 +1台OTC焊接电源
● 3套机器人一维移动滑轨(滑轨有效行程可指定)
● 端墙生产线分为上料、组装、正面机器人1焊接、正面机器人2焊接、工件传输、补焊、工件翻转、背面机器人焊接、背面补焊共9个工位
● 端墙生产线共有2套独立控制系统;分别用于控制正面和背面。
● 端墙机器人使用激光焊缝始端寻位+电弧焊缝实时传感
● 端墙正反面实现全自动传输,机器人自动焊接。
● 生产线由一侧向另一侧呈流水布置,正面每一台机器人负责全部焊缝的一部分;背面机器人焊接全部焊缝,该方式可以有效减少设备的占地面积。工序安排流畅、清晰。
2.2 龙门自动焊接生产线
龙门自动焊接生产线是采用根据产品类型专门设计的龙门焊接专机焊接端墙焊缝,见图3。焊接过程中采用人工调节焊枪和使用接触传感方式实现焊缝的自动焊接。工件的传输方式采用升降式传输小车来完成,龙门分为用于横带焊接的双枪龙门,角柱焊接的单枪龙门,背面焊缝的双枪龙门。
使用龙门焊接机可以有效降低对于使用者的操作难度(相对于机器人),更容易为工厂工人接受。龙门可以使用更多的焊枪焊接横带,可以有效提高焊接效率,升降式传输车的使用可以传输更多种类型的端墙(相对于辊子传输)。
龙门为专用设计,工厂的维护人员可以更加容易的掌握其中的原理,现场维修可以更快捷,维护成本与制造成本相对较低。(相对于机器人焊接生产线)

2.3龙门+机器人自动焊接生产线(见图4)
该条生产线建于北车济南车辆厂,是一条龙门专机于机器人混合的端墙焊接生产线,整条生产线分为上料、组装、正面机器人焊接、正面龙门1焊接、正面龙门2焊接、补焊、工件翻转、背面机器人焊接、背面龙门焊接、背面补焊共10个工位。
在其中可以安装2台机器人和3台龙门焊接机。(正面双枪、单枪,背面双机头龙门)
端墙的传输采用升降式传输小车,可以不受工件表面形状的限制。整条生产线共有2套独立控制系统,分别用于控制正面和背面。龙门的焊缝传感使用接触和激光两种传感形式完成。
生产线由一侧向另一侧呈流水布置,工序安排流畅、清晰。龙门与机器人的联合使用可
以减少劳动强度,提高生产效率,提高产品的质量,同时各自可以协同或独立完成工件的大部分焊接工作。使用机器人可以焊接工作域内的对接、搭接、角接等多种焊缝类型,龙门可以高效率焊接工件内的长直焊缝。

3、铝合金车体自动焊接生产线(龙门焊接机、机器人工作站)
铝合金车体是轨道交通车辆上的重要部件。一般来说轨道交通车辆车体主要由底架、侧墙、端墙、车顶、车头五部分组成。车体的生产需要大型冲压、机加工以及焊接设备。车体的生产需要大量的人力和物力,是车辆制造的主要部件。铝合金材料制作的车体具有质量轻,耐腐蚀,外观平整度好、材料可以再生利用、环保等优点而受到世界各城市交通公司和铁道运输部门的欢迎。铝合金车体在高速铁路车辆制造上具有其他材料不可替代的功能。现阶段铝合金车体几乎占据了世界95%以上的市场份额。
随着铝合金车体需求大量增加,焊接质量要求的提高,在车体部件长直焊缝焊接中手工焊已经越来越难满足生产需要。面对此情况哈尔滨焊接研究所于2009年开发并研制了双机头龙门自动焊机与焊接机器人工作站,主要用于完成铝合金车体部件的焊接工作。
3.1系列铝合金车体部件龙门自动焊机
龙门自动焊机上装有两个独立的焊接机头,可以同时或各自独立完成焊接工作。主要用于焊接铝合金车体部件的长直焊缝,焊缝可以是对接或搭接类型,具体工件的类型见图5,图中所示为部分焊缝,图中可以看出这些焊缝都属于长直焊缝,这样可以充分利用龙门焊机的优势。

龙门自动焊机(见图6)的组成主要有,一套龙门架系统(立柱、横梁、底座等);二套焊接机头;焊枪左右\前后调节机构;焊接系统及冷却水循环装置;二套接触传感系统(可以使用激光传感系统);控制系统;轨道供电滑线等几部分组成。
龙门自动焊机工作效率高。高的工作效率来自于双机头与工作长度。双焊接机头可以在一次焊接过程中同时完成两条焊缝。龙门焊机目前****工作长度为120m,在此范围内可以布置不同的工装,保证龙门焊机****的使用效率。

焊接质量稳定、劳动强度低。龙门自动焊机纵向运动由双侧齿轮齿条同步驱动,运动平稳,在龙门机头上装有两套焊枪左右\前后调节机构,可以将焊枪的角度调节到适合的位置,从而使焊接参数稳定焊接质量稳定。
龙门自动焊机操作灵活、简便。龙门自动焊机设有固定操作箱、悬臂操作箱以及可以选装遥控操作盒,固定操作箱上装有人机界面,通过它可以输入焊接速度、龙门空行程速度、横移\升降的高低档运动速度等,同时可以观察当前龙门所处的位置、状态。当系统发生故障时,也可以显示相应的报警信息。
龙门自动焊机系统组合多样。双机头龙门自动焊机是一个开放的系统,用户也可以根据自身的实际情况选择采用其他厂家的焊接、传感系统。
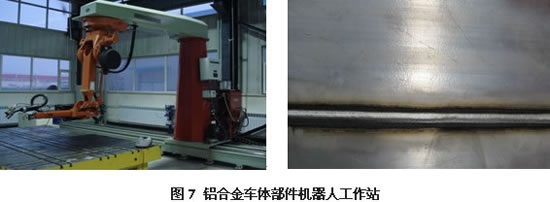
3.2铝合金车体部件机器人工作站
● 机器人轨道采用一维滑轨,滑轨上安装有立柱和横梁机器人倒装。
● 采用12公斤ABB机器人(可按用户要求选择)。
● 焊接系统采用Fronius的焊接电源,推-拉丝送丝系统(包括焊枪)
● 传感系统采用激光传感器提高传感精度。
● 机器人自身6轴与滑轨外部1轴协调运动,共同完成焊接工作。
● 一维滑轨可以增大机器人有效的工作区域,机器人焊接可以减少劳动强度,提高产品的质量。
● 机器人在工作区内焊接工件的全位置焊缝(平焊、立焊、仰焊)的对接或搭接焊缝。
● 激光传感器的使用可以有效的减少工件安装工差对焊接结果的影响,减少工件制备加工的难度。
4、结论
研制出的敞车端墙焊接生产线、龙门自动焊机以及铝合金车体部件机器人工作站陆续提供给包括沈阳、株州、济南、重庆长征、武汉、长客配件厂、辽宁忠旺、山东丛林、常州奥通、长春京城和红星十数家货车及铝合金车体部件生产厂家,经过数年的实际生产,设备运行稳定,操作灵活、焊接质量满足产品的要求,生产中有效减少工人的劳动强度,改善了工作环境,提高了生产效率和产品质量,产品质量得到应用厂家的一致认可,自动化焊接设备在产品生产中发挥着越来越重要的作用。
|
