|
ժҪ����ͳ�Ĺ۵���Ϊ�ں��켰�����������Ų���ѹ������Ӧ�䣬����������ѧ��������첻���ڲ���ѹ������Ӧ�䣬ֻ��������Ӧ����Ӧ�䣬�ں��쵱�в����ܴ��ڲ���ѹ�����Ա��Σ��Ӷ�����������Ӧ���ķ��������������������ָ��������µĹ۵㼰��������Ӧ�����������⣬ͨ���ԽӺ������ֵģ������֤�����¹۵��Ƿ���ȷ��������������Ӧ��Ӧ���������һЩì�ܵĹ۵���з��������ۡ� �ؼ��ʣ�����Ӧ����Ӧ�䣬��ֵģ��
����
����1965�꣬ǰ���������Ҳ�q��Ժʿ�����˺���Ӧ��Ӧ�䷢չ���̣���ԭ����ͼ�����ڸְ�������ΪѹӦ����ѹӦ���������������Ϊ��Ӧ������Ӧ�������ڴ�Լ200 �����ϵ��������ѹ�����Ա��Σ���600 �����ϵ�����ѹ�����Ա���Ϊ����T ��ʽ�Ц�Ϊ������ϵ����T Ϊ�¶ȣۣ��ݣ����⣬ǰ������H. O. �¿�������ķ��C. A ������ŵ��Ҳ��Ϊ���Ӽ��ȹ����к���ͽ������Ľ���������Ӧ���ܵ���Χ��������ľ������Ӷ�����ѹ������Ӧ�䡣������ȴ�����и�ѹ������Ӧ�䱻�������һ���֣��������Բ�������ѹ������Ӧ�䣬��Ϊ����ѹ������Ӧ��ۣ��ݣۣ��ݡ�������������Ԥ�⺸�Ӳ���Ӧ���ͱ��Ρ��Ӷ����Կ�����ͳ�Ĺ۵㣬�����������Ҳ�q��Ժʿ����H. O. �¿�������ķ��C. A ������ŵ����Ϊ�������ѹ�����Ա��Ρ������꣬���������������߲��о�Ա�����һ���µĹ۵���Ϊ�����ں��������˵���������ڼ��ȽΡ�����ȴ�����г�����⣬���ܵ����죬Ҳ����˵������ѹ�������������ѹ�����Ա��Ρ��������Ǵ�ͳ�IJ���ѹ������Ӧ��������ȷ�������߲��о�Ա�Ĺ۵���ȷ�����Ե�̼�ֶԽӺ������ֵģ������������֤����IJ���Ӧ���Ͳ���ѹ������Ӧ�����ȷ�ԡ�
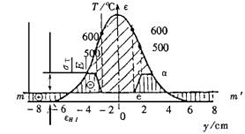
ͼ1 ��̼�ְ庸������Ӧ��Ӧ��ֲ�
1���ԽӺ������ֵģ��
������ȥ�������о�����Ӧ����Ӧ�䷽������ý��������������ڸ÷����ǻ���ƽ��������ǰ���£�������������������أ������˶��ּ��������еļ��㣬�ڸ��������������ż���������ں����о��еĹ㷺Ӧ�ã�����ֵģ��ķ�������������Ӧ��Ӧ�估Ԥ�⺸�ӱ����Ѿ���Ϊ��һ����Ҫ�ֶΣ���Ȼ������ֵģ�⼼���Ǵӽ�������չ�����ģ�������Զ����ط���������Ϊ��������̬�仯���ܹ�����ȷ����ʾ�ȵ�����Ӧ����Ӧ������Ա仯�ĸ��ӱ仯���̣�������ֵģ�⼼���ڽ�30����ȡ�õĽ�չ�����о������������ܵ����Ͽɣ����ھͲ�����ֵģ��ķ���������һ���ۻ������켰������Ӧ����Ӧ�������
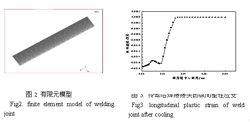
������ͳ�IJ���ѹ������Ӧ��Ĺ۵�һֱ����������Դ�Ժ���һ����Ȼ���Ϊ���챾����Ϊ���ۻ�������һ���֣����Ӳ��������Ѵ��ڵĺ���������ȶ������ۻ����о������Ӧ����Ӧ�����⣬�Ӷ�ʹ�ó��IJ���ѹ������Ӧ�������ܵ������ɣ��¹۵���Ϊ������ȴ���ۻ������ֹ��̲��ܳ�Ϊ���ӣ�������˱��뿼��ʵ�ʺ��������������˺���Ӧ����Ӧ�������ϵ����飬������������ʵ�����壬Ϊ����֤�ۻ������켰�������ں��ӹ�����Ӧ����Ӧ��������Ա����ۺ��Խӽ�ͷ��������ֵģ�⣬ģ���Լ����ϲ���Q235����Ϊ����ĸ�ģ��ߴ�Ϊ500��160��3mm��Ӧ�õ�ģ������ΪMSC.Marc���ӽ�ͷ�ļ��ζԳ��ԣ�ȡ���ȷ���һ�뽨������Ԫģ�͡����켰���������ֽ��ܣ���Զ�뺸���ĸ�ı�Ե������裬��24743���ڵ㣬16000����Ԫ��ģ�ͼ�ͼ2����ѧ�����У����ڽṹ�ĶԳ��ԣ���������ֱ�ڶԳ�ƽ���λ�ƣ�����Լ����ʩ�ӷ�ֹ����ת�����ɡ���Ϊ���ӹ��̵ĸ����ԣ�����Сλ�ơ�СӦ��ĵ������������۽��к��Ӳ���Ӧ���ļ��㡣���ϵ����Բ�������ѧ�������¶ȶ��䣬���ڲ��Ϸ����ԡ����ϵ������о���Von Mises�������������ϵ���Ϊ�������䷨��ͬʱ����:���ϸ���ͬ��;������ճ�Ժ�����Ӱ�졣������ѭ����Ӳ��ģʽ[4]����ͼ3���Կ����������ۺ��Խӽ�ͷ��ȴ���켰��������������Ų���ѹ������Ӧ�䣬��֤�˴�ͳ�۵����ȷ�ԡ�
2�����Ӳ���Ӧ����Ӧ���������������
2��1 ����IJ���ѹ������Ӧ������ȹ��̵���ϵ
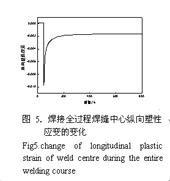
��������5������Ӧ����Ӧ��ķֲ�ʱָ����������һֱ��������Ӧ��,���¶Ƚ�����ѧ�۵���ǰ,����Ӧ��һֱ����������Ӧ�䡣���¶Ƚ�����ѧ�۵��Ժ�,���쿪ʼ���ֵ�������Ӧ�����Ӧ�������Կ���,����������¶Ƚ������µ�ȫ�����в�����ѹӦ����ѹӦ��,��������ѹ�����Ա��Ρ������۳�ǰ���������Ͳ�����ѹ������Ӧ��ͱ���,��Ϊ������δ�γ�,�ʲ������������ѹ�����Ա��Ρ���������봫ͳ�۵㲻ͬ��˵��������������Ϊ����ͳ�Ĺ۵������һ�����������ʵ������������(���켰������) ������ȴ���̣������Ǽ��ȹ��̣��������������У�Ӧ��Ӧ�䷢չ�����Dz�ͬ�ģ� ���������һ�ֹ۵㣬�����Ϊ����ʱ�����Ƿ����ѹ�����Ա����Լ���֮����������Ӧ��ԭ�������д��о�������5��Ϊ������γɽ�����ȴ�����йأ�������ȹ���û�й�ϵ����û�п��Ǽ��ȽΣ����Ǻ�����γ����ж��������ۺ����õĽ���� ���ȹ����Ǻ����γɵ�һ����Ҫ�������Ǻ�����Ϊ���������̲Ż��������IJ���ѹ������Ӧ�䣬����ѹ������Ӧ������һ�����е����ս�������ֻ������Tm ��0�γɵIJ��Ǻ��죬��Ҫ��֤��һ�����Ҫ�����Ʊ���ЩƬ�档��Ӱ�����ڽ�����������ѹ�����Ա�����ʼ�մ��ڵģ���Ժ���Ӧ������ε��γ�ͬ������Ҫ�Ĺ��ס�Ϊ����֤���ȹ��̶Բ���ѹ������Ӧ���Ƿ���Ӱ�죬����ͼ2��ʾ����Ԫģ�ͣ�ֻ�ı���ϵļ����¶ȣ�������Ӱ��������Ӧ���˲̬�仯���̣�����ģ�������Ӧ���ݻ����̡���ͼ4�п��Կ����������ĵķ�ֵ�¶�Ϊ957�棬��Ȼ����600�棬��Զû�дﵽ�۵㣬���ɴ��¶ȳ��ڼ��Ƚ�������ѹ������Ӧ�䣬������ȴ�Ĺ����в�������������Ӧ�䣬��������Ӧ�侭������ѹ������Ӧ�䵽��������Ӧ���ת����̡���˼��ȹ����Dz��ܺ��Եġ�

2.2 ���������������
������������5������ʼ����Ϊ���첻���ڼ��ȹ��̣�����Ϊ�˽��ͺ�������ָ���ˣ������������죬�����ڴ˴��Ľ���һֱ�����죬���۳�ǰ�صĽ������Ȳ������Ե�ѹ�����Ա��Ρ�����ѹ�����Ա������뺸����ȴ����������൱�����⣬�۳����̻��������Լ3%�������������һ���ܵĽ���Dz������������Σ���������ˡ�����˵���������Ҫ�����ڽ����ֲ��ۻ��������������ɵġ�������������һ��������⣬���������첻���ڴ˴��Ľ���һֱ�����죬Ҳ����˵��������ѹ������ô���������ѹ�����Ա������뺸����ȴ����ı������൱��������൱����˼Ҳ���ǻ�����������������������ݺ�ʵ�����ݲ������Ϊʲô��������൱û�и������ͺ�˵�����Ӵ�ͳ�Ĺ۵�����ѹ���ı�����������ı������Dz�������ȵģ���ͳ�۵�ʼ����Ϊ������ڲ���ѹ������Ӧ�䣬���ԽӺ������ֵģ��Ľ��Ҳ��ʾ����������������ӹ��̺�����ֻ������ѹ������Ӧ�䣬��Ҳ˵�����ڼ��ȹ����в�����ѹ������Ӧ�������ȴ�����в�������������Ӧ�䣬�봫ͳ�IJ���ѹ������Ӧ��Ĺ۵������Ǻϵģ�����5��������۳����̲����Ľ�3 %���Ϊ��������������ʵֵ����ȶ�������������3%�����������˺����Ľ��ͣ����۳����̴�Լ3 %�����������������ڵ���ɥʧ�¶�������ȴʱ�����������յIJ���Ӧ���ͱ���Ӱ���Dz���ġ���Ϊ��ʱ���ϴ���������״̬��������Ӧ���ܵ���Χ���������Լ������������Ӧ�����������������ߺ�����һ������Ҫ�����أ�Ҳ���Ǻ�������Ӹ��£��ر�ӵ���ɥʧ�¶���ȴ������ʱ��������Ӧ�䣬���Ǹ�Ӧ��������ѹ������Ӧ��ͬ�������á�����˵һϵ�����ɶ����ɴ˶������[7]����������ķ����ܷ��������ȵ����Է����Ļ������ɣ��Ӷ������ж��۳����̻��������Լ3 %����������Ҫԭ������Ҫԭ�������������������Ӧ��С��ѹ������Ӧ�䣬���Բ����˲���ѹ������Ӧ�䣬 ������Ҫԭ�����ڴ�Һ̬����̬��ת��Ҳ�����Ĵ�Լ3%���ҵ�����Ҳ������֮һ����ֻ�Ǵ�Ҫԭ�� |
