陈世和,陈志勇,孙凌翔,李劲松
南华大学电气工程学院,湖南衡阳421001
摘要:对数字式空气等离子焊割机的电源进行了设计,主要包括主电路、可控式整流电路、单片机控制电路的硬件和软件设计,并首次将单片机技术应用于等离子焊割电源的控制回路,实现了电压、电流、气压参数的数码显示,同时在程序的监控下实现对高频引弧、气流量的自动控制。
关键词:等离子焊割机;数字;电源
序言
在当今的工业领域中,焊接结构件在各行各业中得到了广泛的运用。板材切割是焊接成品加工过程中的首要步骤,也是保证焊接质量的重要工序。利用先进的现代切割技术,不但可以保证产品的焊接质量,提高劳动生产率,同时也使得企业产品的制造成本大幅度下降,缩短了产品生产周期。生产加工时经常需要对工件进行切割和焊接,而空气等离子切焊机是一种用来切割和焊接各种金属材料的切割、焊接设备,它具有切割和焊接质量好、热变形小、切割速度快、焊点光滑等优点,特别是在有色金属和薄板方面,其优势更为明显。
根据等离子电弧形成和稳定的特性,切割!焊接机由等离子发生器(电源)、供气系统和割炬或焊枪等部分组成。而数字式等离子焊割机主要靠等离子电源来实现。数字式等离子焊割电源的作用是将交流380V/50Hz电源经变压器、可控式全桥整流器处理后输出直流电压,借助高频振荡器,为割炬或焊枪提供稳定的等离子电弧,从而达到切割和焊接的目的。
1 主电路的设计
1.1 主电路工作原理
根据电源的设计要求,主电路包括2个部分:一是在切割工作模式下为割炬提供0-200 V电压、0-30A电流,或在焊接工作模式下为焊枪提供0-80V电压、0-60V电流的直流电源电路;二是为触发电路和控制电路提供+15V、-15V、+24V 和+5V 电压的直流电源电路。其中第一部分包含变压、整流、滤波、高频引弧、保护回路等几个子电路;在第二部分中包含了变压、整流、滤波、稳压等子电路,其中整流输出主要由7815、7915、7824和7805三端集成稳压器实现。如图1所示。
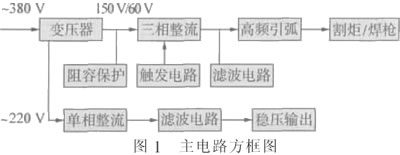
主电路工作时,380V三相交流电经过隔离变压器(电源变压器)由2个抽头分别得到切割抽头(148V)和焊接抽头(60V)的交流电,然后经过晶闸管可控桥式整流电路、滤波电路后得到直流电。空载时切割电压为200V,焊接电压为80V;工作时在高频引弧电路中产生250kHz/2500V的高频电压耦合到割炬或焊枪,电离空气,进行切割或焊接。此时切割****电流为30A,焊接时****电流为60A。
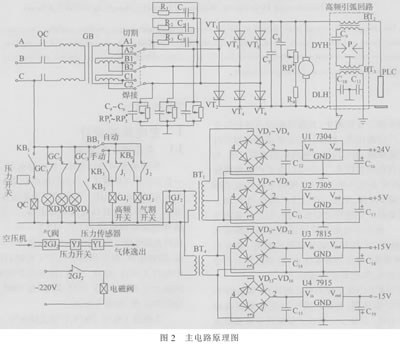
主电路原理图如图2所示,工作原理为:合上开关KB1、KB2,220V交流电经变压器、晶闸管桥式整流、滤波电路和集成稳压器输出+5V、+15V、-15V和+24V直流电,此时单片机可以进行工作。当用户按下割炬或焊枪上的微动开关AN时,给主机请求中断,主机响应后输出信号使J2闭合,继电器GJ2带电,其触点接通电磁阀回路,当气压达到0.4MPa,压力控制器YJ触点闭合,此时合上KB1,交流接触器QC带电,主电路输出0-200V的直流电压;此时如需切割或焊接,只要再次按下手柄上开关AN,给主机申请第二次中断,响应后输出信号使J1闭合,继电器GJ1带电,接通高频回路,高频振荡器产生的高频高压信号耦合到割矩或焊枪上,从而击穿空气形成等离子弧。当切割或焊接完毕后,回路电流为零,电流传感器DLH输出0信号,在程序的控制下电路延时30s后自动断开气阀;压力控制器YJ触点断开,主接触器QC断电停止工作,主电路输出电压为零。为了防止控制电路因出现故障而造成设备不能正常工作,设计中设置了手动开关KB3和KB4,从而保证了设备的正常使用。
1.2 可控式整流电路
为使焊割电源的输出电流连续可调,电源采用三相桥式可控晶闸管整流装置,其触发形式采用集成化触发电路,具有体积小、温漂小、线性度好、性能稳定可靠等优点。采用国产KC系列集成触发模块完全能满足该电路要求,其原理如图3所示。
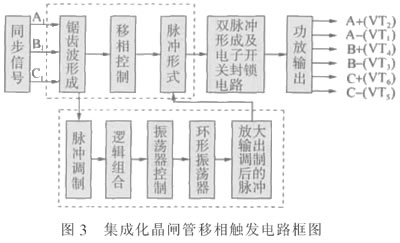
三相电压的同步信号从主电路中变压器二次侧中A1、B1、C1抽头处接过来,经过分压电阻后作为同步信号;在KC04芯片中形成锯齿波,进行移相控制后,再经过KC04内的三极管形成脉冲。而其中锯齿波有一路作为同步信号输出到KC42,经同步脉冲调制后,由逻辑组合部分产生信号控制KC42芯片内的三极管的导通和关断,从而决定了环行振荡器的起振和停振。环行振荡器的振荡输出与KC04的脉冲信号共同合成高频调制脉冲,此脉冲再经过KC41双脉冲形成及电子开关封锁电路(可控制脉冲的输出与否)后,由功放输出6路控制信号控制6个晶闸管导通与关断。 |
