����ϼ������ƽ����־������ ��
��������ҵ��ѧ���Ͽ�ѧ�빤��ѧԺ������ 100022��
����ժҪ�� BGA ����BGA��CSP��MCM ��װƬ����װƬ���������ӹ����У���ؼ��������ǥ���������������������������Բ������������õĺ�������BGA �����ʵ�����Ʊ���������˿���۷����ø÷����ɻ�óߴ�ȷ�����������Ϻõĺ����Ժ�������ı������ṹ�����˷�����
�����ؼ��ʣ� ���Ӽ�����BGA ��װ�������Ʊ�����
�������ɵ�·�ķ�װ��ʽҲ����˫�в�װ����DIP������氲װ����PQFP������դ���з�װ����BGA������չ����ǰ�����ɵ�·�ķ�װ�Ѿ��ﵽ�˹�ԲƬ����С�ķ�װ��WLCSP�������ҳ��������װ����չ��ͼ1��ʾ�˵��ӷ�װ��ʽ�ķ�չ����[1]��
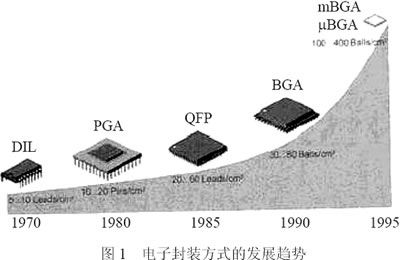
����BGA��20��90�������չ������һ�����ͷ�װ������BGA �ĵ����ܸ��ã��ܽ������࣬�ھ��С����װ�����С������װ��λ���������ɿ������õ��ܿ�ķ�չ��BGA���ʺϱ�����װ���յ������з�װ�������о�ʼ��20����60�������ʵ�û�����1989���Ժ�Ħ�������������ǹ�˾���������Ϸ�װ�Ŵٽ���BGA�ķ�չ��Ӧ�ã�����1991�꿪������֬�����BGA��PBGA�����������ߵ��շ�����������ROM��SRAM�У�1993��PBGA Ͷ���г�����ʼ����ʵ�ýΣ�1995�꿪ʼ�㷺���á����ڲ�����������������ŷ�ޡ��ձ������ȵ������ҳ���������PBGA�ķ�װ��װ������������PBGA����Ҫ�ڱ�Яͨ�Ų�Ʒ��Զ��ͨ���豸�������ϵͳ����վ�й㷺����[2~4]��
�������߽�ϵ��Ӳ�Ʒ��Ǧ�������Ҫ��������˿���۷��Ʊ�BGA ����ķ�����������������ַ������Ժܺõ�����ʵ����������������BGA ����������Ż�ѡ������������õ���Ǧ���Ͼ���ָ�����á�
1 ʵ�鷽��
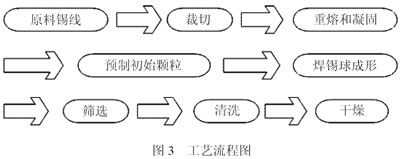
���� ��˿���۷�����ԭ����ͼ2 ��ʾ���乤��������ͼ3�����Ƚ����ϺϽ�����˿�����еȻ�е�ӹ���ʽ�������ȵ�����Ԫ��Ȼ��Ѽӹ��õ�����Ԫ�������һ���¶��ݶȵij����豸���������ۺ����̹��̣�ʹ����Ԫ�γɱ����塣�÷������տɿ��Ժã��ɱ��ͼ��豸����Ҳ�����Ե�ȱ�ݣ����࣬����Ч�ʵͣ���ȷ�Ȳ��ߡ�

1.1 ʵ��װ��
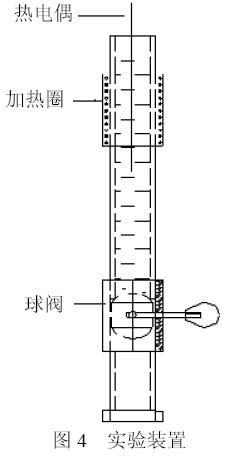 ����ʵ������װ����ͼ4��ʾ����Ҫ���ȵ�ż��E �ͣ���������¶�Ϊ1 500 K�����¶ȿ����ǣ�****ֵ400�棩�ͼ���Ȧ��300 W�����顣ʵ�����������ͻ�����350 N��ȼ��360�档�϶�����ԡ���Ⱥͳ��������¶�����ԡ��ȴ�����̡��ռ������������ǿ����͵���ͨ��ʵ��ǰ�ڣ����Ŷ��ǹ����ģ�����������ϣ����Ŵ������䵽�ײ���Ȼ����Ϸ��ţ��ռ����� ����ʵ������װ����ͼ4��ʾ����Ҫ���ȵ�ż��E �ͣ���������¶�Ϊ1 500 K�����¶ȿ����ǣ�****ֵ400�棩�ͼ���Ȧ��300 W�����顣ʵ�����������ͻ�����350 N��ȼ��360�档�϶�����ԡ���Ⱥͳ��������¶�����ԡ��ȴ�����̡��ռ������������ǿ����͵���ͨ��ʵ��ǰ�ڣ����Ŷ��ǹ����ģ�����������ϣ����Ŵ������䵽�ײ���Ȼ����Ϸ��ţ��ռ�����
1.2 ʵ�����
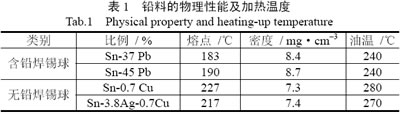
����ѡ�ú�Ǧ�Ͻ�Sn-37Pb��Sn-45Pb ����Ǧ�Ͻ�Sn-3.8Ag-0.7Cu��Sn-0.7Cu ��ϵ�кϽ���Ϊ���Ͻ�����˿����ʵ�顣Ǧ�ϵ��������ܺ�ʵ������¶����1��
1.3 ʵ�����
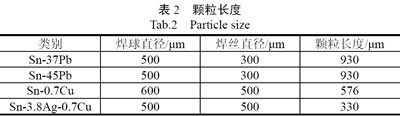
�������������õĺ�˿�ü����豸�г��������ȵ��������г��ȵ�ȷ�������������m=�Ц�R13/6����Ϊ���Σ�������m��=��l��R22/4�����У��� Ϊǥ�ϵ��ܶȣ�R1Ϊ�����ֱ����R2 Ϊ��˿��ֱ����l Ϊ���п����ij��ȡ���Ϊm��m�������Ц�R13/6=��l��R22/4��������l��(2R13)/(3R22)���ݴˣ�����IJ�ͬ����ֱ������Ӧ�Ŀ����������2�����ͼ��ȵ�Ԥ���¶Ⱥ����¶����͵��۵����������1�����ȵ�Ԥ���¶ȱ���30 min���������ȶ���ͬ�ֲ��ϵĿ������ηŵ����Լ10 min ���ռ��������ռ����þƾ���ϴ����ȼ���ɡ�
2 ���������
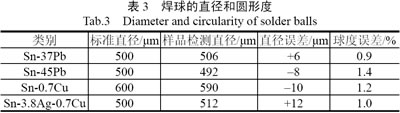
�����Գ�����Ʒ�����˱�����ò�۲�;ֲ���ѧ�ɷַ�����������ò�ǿ�������Ҫ����֮һ��һ���Կ���Բ�ζ�(��Բ��ϵ��)������Բ��ϵ�����������ͶӰ�����ȵ�Բ���ܳ��������ʵ���ܳ�֮�ȡ�Բ��ϵ��Խ�ߣ���ʾ������ԽԲ��������òҲ��Խ��[5]��ֱ�����������һ��Ϊ��20��m��������������һ��Ϊ1.5������[6]��
����ͨ��ɨ��羵(SEM)�������ⶨ�˺���ֱ������20�����������ͳ�ƣ�Ȼ����ƽ����������3��ʾ��

�� ��Sn-45Pb Ϊ������ϸ˵��һ�¡����������ȶ�Ϊ20cm�������¶�Ϊ240�棬����30min��ͼ5Ϊʵ������Ʊ���Sn-45Pb����ͼ5a�ǷŴ�400���ı�����ò��ͼ5b�ǷŴ�2000��ʱ�������ṹ���ɼ����������⻬�����ۣ�����û�����������ۣ��ṹ���������ɫΪ�����࣬dz��ɫΪ��Ǧ�ࡣ
�����������������ֺϽ�ı�����ò���۽ṹͼ��
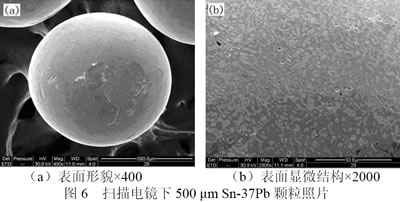
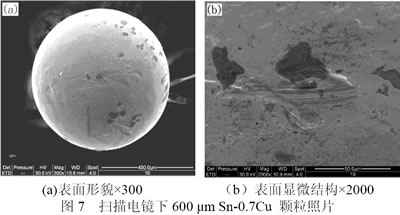
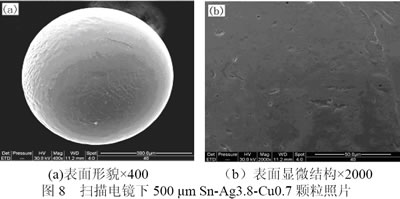
����ͼ6������ͬ�������Ʊ���Sn-37Pb��ͼ7��ͼ8�ֱ�ΪSn-0.7Cu��Sn-3.8Ag-0.7Cu ����Ƭ�����Կ���������⻬�����۽�С�����ۣ������գ��������ṹ�ɷ־��ȡ���ͼ7 Ϊ�Ŵ���Ϊ300����ֱ��Ϊ600��m���ֱ�����ɫ��dz��ɫ�����������������������ɫ�������˺�������������̿��������Щ��������dz��ɫ��������Լ90%��Sn��1.66%��Cu��3.02%��O����������ɫ�����ᡣ����Cu�ĺ���ֻΪ0.7%���������������м����Ҳ���Cu��ͼ7bΪ��dz��ɫ���Ŵ�2000 ��ʱ����Ƭ��
3������
��������˿���۷��Ʊ����Ŀ������ȣ����ζȽϺã�����⻬��Ӱ���������غܶ࣬�п�������������״�����������ȣ������¶ȣ�������ʱ�䡣ѡ����ʵ��¶ȡ����������Ⱥ��������������Ƶñ��������Ϻõĺ��÷����豸���ɱ��ͣ�������������ơ����Ƴ���װ�ÿ�����ʵ�������������������о�����Ҫ���ڹ�ҵ������������������Ʊ�װ�ã����տɲ��䣬���Ҳ��б������Զ������豸��ɡ��㽭��ﳬ�Ƽ�����˾�Ѿ��ø÷����ɹ����Ʊ��˸����ͺŵĺ���
�ο����ף�
[1] �������ӷ�װ���� [M]�� �������廪��ѧ�����磬 2003��51�C54��
[2] �ʷɡ����ܶȷ�װ�����ķ�չ [J]���뵼�弼���� 2002�� 27��5����59�C61
[3] ���̴������ܹ���һ�����͵����ӷ�װ��BGA�����δ������У���װ[J]���뵼�弼����1997��22��4����5�C9��
[4] �ʷɡ�BGA �������������� [J]�����ӹ��ռ����� 2002��10��5���� 46�C50��[5] ��꿣� �������� ������ �ȡ� ������ò��ˮ�����ܵ�Ӱ�� [J]��������ѧ����2004��32��4����448�C453��
[6] �������� ���Σ� ��̹⡣ ��װ��оƬ�ĺ�����������[J]���뵼�弼����2000��25��5����25�C28��
|
