|
传感器是焊缝跟踪系统最为关键的部件,龙门焊机采用的是由Jetine公司自行研制的型号为MLP10-5的激光传感器,其主要结构为CCD摄像机、激光二极管、镜头、圆柱透镜、带通滤光片和防飞溅罩等组成。其功率大,结构小巧,可与焊枪绑定一起使用,可发出激光条纹的宽度为12mm,调整灵敏度小于等于±0.2mm。激光传感方法不仅能检测出焊缝的中心位置,获得焊缝的形状和尺寸等特征参量,并且是无接触的;而且激光光强大、频带窄的特点使焊缝跟踪更为灵敏准确。如图4所示,激光二极管发出的点光源经过柱状透镜变成一束线光源,垂直投射到工件表面,CCD倾斜接收,同时得到工件表面和高度方向的二维图像信息,送入图像采集卡[3、4]。
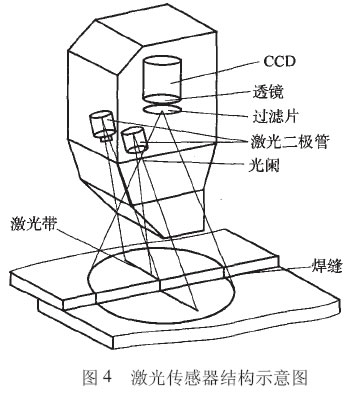
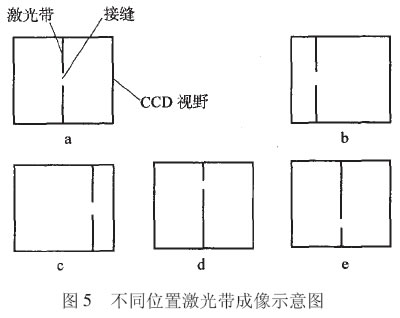
图5为焊缝位置发生变化时,激光带在CCD中成像的示意图,a、b、c、d、e依次为焊枪相对于焊缝位置准确、偏左、偏右、偏高、偏低时的成像示意图。
2 基本操作
龙门焊机的操作是通过控制器来实现的。控制器上有Start、Stop、Laser、Error、Seam 5个按钮以及控制焊枪左右和上下移动的开关。焊缝跟踪前按下Laser按钮,将激光打开,激光传感器将自动寻找焊缝并感应传感头距焊缝的位置,若传感头相对于焊缝位置过大或过小,超过了传感头的正常感应范围,控制器面板会弹出错误信息“Fail to see the seam”,轻拨左右和上下移动开关直至错误信息消除,选择焊缝的连接型式,调整左右和上下偏移量接近于零点。譬如,控制器面板上显示“ Y=+0.1mm,Z=-0.3mm”信息表示激光条纹中心点相对于焊缝正确位置在垂直方向向下偏移0.3mm,在水平方向向左偏移0.1mm。如果想让传感器相对于焊缝始终有这样一个偏移量,请同时按下Laser和Seam按钮,起用传感器的示教(Teach)功能,则该位置被视为焊枪相对于焊缝的基准位置。跟踪过程中传感器在该位置观测到焊缝,焊枪不做位置调整,偏离此位置,焊枪以此位置为基准做上下和左右调整,从而实现焊缝的跟踪①。
3 工艺制定
根据龙门焊机的工作特点,结合车顶的设计结构,为保证龙门焊机正常的工作,制定了使用龙门焊机时的配套工艺措施。 |
