|
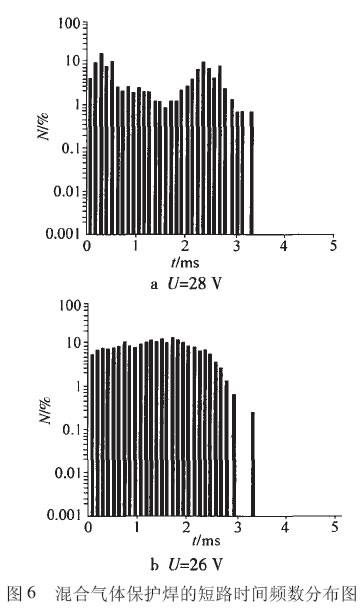
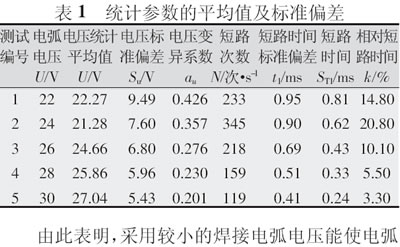
如图6a所示,虽然短路时间较短的概率也比较大,无效短路也比较多,但其短路时间较长的概率却较之28V时大幅度地降低了,而且适中的短路时间概率明显提高,短路时间在1.1-1.5ms的概率都接近或超过了10%,在这种情况下,电弧燃烧比较稳定,熔滴能均匀过渡。
1.5 由参数统计值分析电弧电压对电弧稳定性的影响
不同电弧电压下进行测试后的整个过程统计值见表1。随着电弧电压从24V升高到30V,电压变异系数逐渐降低(从0.357降到0.201),短路次数从345次/s降低到119次/s,平均短路时间则从0.90ms降到0.41ms,电弧电压和短路时间的标准差也依次减少,分别从7.6和0.62降到5.43和0.24,相对短路时间逐渐减少(从20.8%减少到3.3%,说明熔滴短路尺寸发生从小到大的转化。
由此表明,采用较小的焊接电弧电压能使电弧燃烧稳定,熔滴自由向熔池短路过渡,使得飞溅小、焊缝成形和焊接过程良好。电弧电压升高,则电弧长度变长,一些短路过渡转变为大颗粒的长弧过渡,短路次数减少,相对短路时间也减少,使焊接过程不稳定。
但这不就等于说电弧电压越低越好,当电弧电压过低(如表1中电压从24V降到22V)时,弧长随着电压的降低而变短,使得熔滴很快与熔池接触,甚至使熔滴在尚未脱离焊丝时,焊丝的未熔化部分就插入熔池,形成焊丝固体短路,容易造成熄弧,同时短路次数也下降(345次/s降至233次/s),相对短路时间则由20.8%降到14.8%。因此,电弧电压的选择既不能过高也不能过低,只要选择一个比较适当的电弧电压,才能保证电弧燃烧的稳定性。
2 结论
从以上分析可以看出,在其他条件一定的情况下(u=50cm/min,l=25mm,Q(Ar):Q(CO2)=6:14),电弧电压为适中值24V时其焊接过程的稳定性最好,不但电弧燃烧稳定,熔滴均匀地向熔池过渡,短路次数多,而且飞溅少、焊出的焊道美观、焊缝成形好。如果电压过低,弧长相应变短,熔滴很快与熔池接触,使得熔滴尚未脱离焊丝时,焊丝未熔化部分就插入熔池,造成焊丝固体短路,加上短路电流很大,焊丝很快熔断。熔断后的电弧空间比原来的电弧长度更大,使短路频率下降,严重时造成熄弧,甚至可能在焊丝突然爆断和电弧再产生的情况下,周围气体膨胀冲击熔池,产生严重的飞溅,使焊接过程无法正常进行。相反,电压偏高时,焊丝端头熔滴增大,电弧声不稳定,弧长加大而使电弧覆盖面变宽,焊缝宽度变大,余高扁平且熔深变浅;如果电压继续增大,弧长更长,短路的频率及次数减少,严重时将使熔池激烈翻腾,焊缝出现气孔,电弧燃烧极不稳定。
不难看出,通过采用该研究的分析方法,不仅可以找到能保证电弧稳定燃烧的****电弧电压值,同样可以找到其他诸如送丝速度、焊丝伸出长度、混合气体流量比等焊接规范参数的****值。
参考文献:
[1] 殷树言。气体保护焊工艺[M]。黑龙江:哈工大出版社,1989
[2] 姜焕中:电弧焊及电渣焊[M]。北京:机械工业出版社,1988
[3] 朱六妹.CD2熔滴过渡特征的分析和研究[J]。电焊机,2000,30(1):18-22
[4] 韩赞东。短路过渡CD2焊接波形控制的研究[J]。焊接,1997,(1):6-8
[5] 韩峰。测试技术基础[M]。北京:机械工业出版社,1998
|
