李勇,童彦刚,曾钢
(重庆大学机械工程学院,重庆0111002)
摘要:通过分析电压3电流波形图、电流3电压循环图、电压3电流概率分布图、短路时间频数分布图等,探讨电弧电压对混合气体保护焊电弧稳定性的影响规律,并确定了一定焊接条件下的****电弧电压。
关键词:电弧电压;电弧稳定性;短路过渡
前言
混合气体保护焊的工艺参数有很多,其中电弧电压对电弧是否稳定燃烧的影响****。混合气体保护焊中,电弧电压是指从焊炬导电嘴到工件之间的电压,是焊接规范中一个关键的参数。它的大小决定于电弧的长短和熔滴的过渡形式,对焊接过程的稳定性、焊缝成形、飞溅、焊接缺陷以及焊缝的机械性能都有很大的影响。实现短路过渡的条件之一是保持较短的电弧长度即较低的焊接电压,其大小的改变是通过对电源外特性的调节来实现的[1]、[2]。
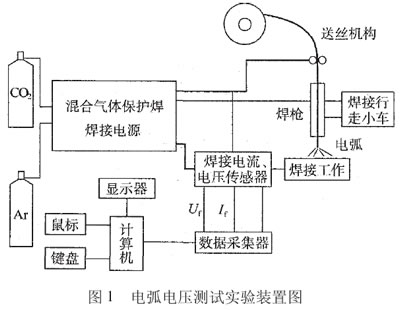
该研究的主要目的在于通过对各种焊接参数的测量和采集来分析电弧电压对电弧稳定性影响,从而根据分析结果找到不同条件下的****电弧电压来保证电弧稳定燃烧,保证焊缝质量。焊接方法采用混合气体保护焊平板对焊,弧焊电源为天津电焊机厂生产的YM-500SDWN21型CO2气体保护半自动焊机,焊丝材料H08MnSiA,7,焊丝直径为φ1.6mm,采样频率200kHz,采样点数为300000,过渡形式为短路过渡,焊接速度50cm/min,焊丝伸出长度25mm,混合气体流量比例Q(Ar):Q(CO2)=6:14。具体的试验操作过程和焊接参数采样过程比较简单,这里就不作为重点阐述,试验装置图如图1所示。
1 结果分析
1.1 由焊接电压及焊接电流波形图分析电弧电压对电弧稳定性的影响
焊接电压、电流动态波形是测试过程采集到的最原始信息,能较直接地反映焊接过程。U=24V和U=28V时的一段电压、电流动态波形图如图2所示。
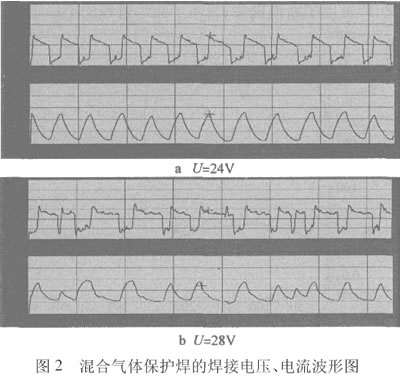
图2中,低电压呈近似矩形波的时间段为短路过程,电流在这时迅速上升,出现一个波峰;而对应低电流高电压的时间段为燃弧期间。另外,电压波形图中出现一些向下的尖峰,属于瞬时短路,是由于熔滴与熔池在不断运动中发生偶然相碰的结果。比较图2a、图2b可看出,图2b中的短路次数明显比图2a中的短路次数少,而图2b 中的瞬时短路的次数却明显比图2a中的多。这是由于电压较高时,一方面弧长变长,短路过渡的路径加长,使得短路频率减少;另一方面,焊丝下面悬挂的熔滴随电压增大而作较大的激烈运动,同时,熔池表面的起伏也增大,使两者相碰并立即分离的几率增加,瞬时短路的次数也就增加,焊接过程的稳定性变差。
1.2 利用电流$电压循环图分析电弧电压对电弧稳定性的影响
在电流-电压坐标平面(I-U平面),将一次试验的瞬时电流和电压值按时间顺序依次连接起来可得到电流-电压循环图。它将分散的波形表现在I-U平面内,集中体现了熔滴过渡的特征。组成闭环的4段直线簇,各自的分布越集中,则熔滴过渡越均匀,弧焊过程越稳定;相反,偏离集中位置的线条则体现了熔滴过渡的不规则现象。
图3所显示的是电弧电压为24V、26V时测试到的对应电流4电压循环图。图中AB段对应电弧焊过程中的短路阶段,在该阶段电弧熄灭,电压比较低,而电流快速增加并迅速达到其****值;当电弧重新引燃时,电弧电压快速升高并达到其****值,电流则基本无多大变化,对应图中的BC段;CD段代表焊接过程的燃弧阶段,随着电弧的逐渐稳定燃烧,电流迅速下降到最小值,而电压在燃弧阶段变化不明显;当燃弧中熔滴增大到与熔池接触,发生颈缩,电压迅速下降,对应图中DA段。 |
