|
2.2 熔池液体的流动
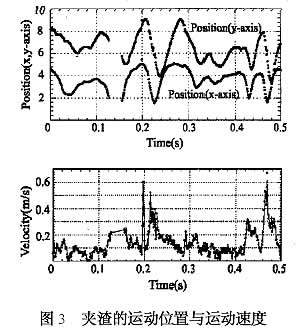
试验采用3毫米厚的薄板的边缘,高速摄像机从侧面观察和记录熔池内部的纵向流动情况。为了减小气体流动对液面的影响,氩气的流速减小为4l/min。在熔池中适当引入少量夹渣,通过计算机分析夹渣的运动,其位置和运动速度如图3所示。由于熔池液体拖动夹渣运动,夹渣的速度应与熔池液体的运动速度接近或稍慢。可以看出,夹渣的运动速度主要在每秒0.2米以下,在测量的0。5秒时间内,平均速度图3夹渣的运动位置与运动速度为0.12m/s。偶尔在短时间内夹渣以较快的速度运动,最高瞬间速度可达到0.7m/s。我们知道焊接过程中,熔池液体受到等离子体电弧的压力、固气和固液的表面张力、电磁力、重力等几种力的共同作用。因此熔池液体的对流主要有三方面的原因:由于温度差导致液体表面张力的差异、由于温度差导致液体密度的差异、电弧等离子体的压力以及由于电弧电流产生的电磁力。
2.3 焊接过程中电极表面的起弧和形貌变化
在高频震荡电压的激励下,电极的尖端首先引发电弧,并迅速将电极的尖端加热到足够高的温度,在高频震荡电压关闭之后,能够在电极和水冷铜板之间形成稳定的电弧。电极表面经过一定时间的电弧烧蚀后,电极尖端的锥面可以划分成3个区域,如图4所示。
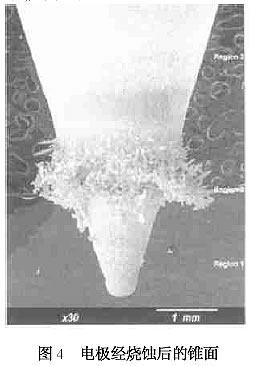
区域1为等离子电弧区,由于电弧的温度非常高,电极表面存在一层熔化层,使表面变得十分粗糙。这有利于电极表面的温度均匀和增加电子发射的有效面积,并有助于保持电弧的稳定。区域2位于区域1的上方,钨的枝晶在此处形成。区域3是氧化钍富集区,表面的钍含量可以达到33%。通过高速图像以及热化学分析,区域2处的钨主要来自区域3,而不是来自高温的区域1。其过程是区域3表面的钨和保护气体中的氧发生反应,生成氧化钨。氧化钨在保护气体的驱动下,向高温的等离子体移动,在高温的作用下发生分解[9]。区域2处具备适合钨枝晶生长的条件。区域3表的氧化钍不与氧发生反应,留在电极的表面。
电极表面的氧化钍消耗以及钨枝晶和氧化钍富集的形成影响下一次电极表面的起弧。
新电极首先在电极的尖端起弧,添加的氧化钍具有较低的功函数,是起弧的发源地。而对于使用过的电极,由于起尖端处的氧化钍已经被消耗完,电弧起源于钨枝晶的尖端或富集的氧化钍处。当高频震荡电压关闭时,如果电极尖端的温度达不到足够高的水平,电弧将不能维持或不稳定。因此电弧起弧的稳定性取决于电极尖端残余的氧化钍含量,氧化钍较多时,电极可以在较低的温度维持电弧的燃烧。
3 结 论
①焊接电弧的辐射是由一系列不连续的特征波长的峰组成,波长取决于保护气体的种类。选择合适透过波长的红外窄带滤光片可有选择地降低等离子体电弧的亮度,清晰地观察焊接过程中熔池表面的变化和电极表面的变化。
②池液体的对流的原因是由于温度差别造成的液体表面张力和密度不同、电弧等离子体的压力以及电弧电流的电磁力。液体流动的平均速度为0.12m/s ,最高瞬间速度可达0.7m/s。
③焊接过程中,电弧上方的电极表面形成钨枝晶和氧化钍富集区,是下一次使用时电弧的起弧点。电弧起弧的稳定性取决于电极尖端氧化钍的含量。
|
