|
1.机组概况
华能德州电厂三期2660MW机组工程,由山东电力咨询院负责总设计,主体设备采用分岛国际招标的方式供货。其中,锅炉岛由德国巴布科公司(D.B公司)负责设计制造;气机岛设备由美国通用电器公司(GE)负责设计制造。安装工程#2标(#6机组)由山东电建二公司承建。
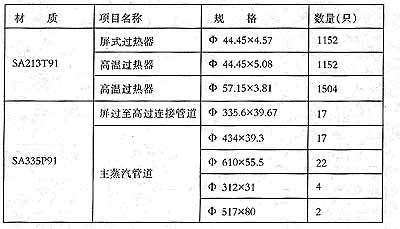
该工程在主气、高过、高再等项目上广泛采用P91/T91钢,主要应用情况见下表:
2.焊接工艺评定简介
华德电厂三期#6机组P91/T91钢材质的设备由D.B公司供货,同时进行培训。施工用焊材、管材。工程要求焊接工艺评定采用ASME标准,但供货商并未提供有关评定资料;所以在工程开工之初,我公司便及时进行SA33591钢与SA213T91钢的焊接工艺评定工作。
评定时采用的P91钢焊接工艺方案内容如下:
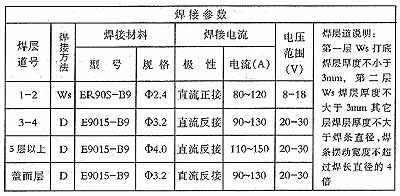
坡口型式:双V型,对口间隙:3-5mm
焊条/焊丝牌号:E9015-B9/ER90S-B9(焊材由外方供应)
预热方式/温度:跟踪电加热/150-200℃(GTAW)、200-250℃(SMAW)
保护气体:氩气,纯度≥99.99%,氩气流量:正面8-12L/min,背面第一遍10-25Lmin,第二遍3-8Lmin
层间温度:<300℃(采用远红外线测仪控温),后热处理:焊后升温至300-350℃,保温2h
热处理:温度750℃-770℃,保温时间5min/mm,且不少于3h;焊后热处理升降温度小于150℃/h
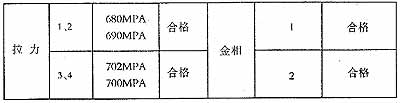
按上述工艺焊了垂直固定、水平固定各一件的∮219×30试件,经检查和检验,均符合要求:

3.焊接施工工艺
在工艺评定合格的基础上,及时编制了有关的焊接作业指导书。P91/T91钢焊接作业指导书的内容如下:
3.1 焊材的选择
焊丝ER90S-B9 焊条E9015-B9
3.2 对口
3.2.1 对口装备应采用专用对口卡具。
3.2.2 SA335P91大径管:对口间隙3-6mm;小径管:对口间隙1-3mm
3.3 背面充氩方案
3.3.1 采用背面充氩保护工艺,以避免焊缝根部氧化。不仅第一遍打底时需要充氩保护,第二遍弧焊及第一遍电焊时,仍需充氩保护。(在施工中未发生根部氧化现象)
3.3.2 大径管充氩方法:一般情况下,可制作专用工具;无法采取专用装置时,可用耐高温应纸板配合耐温胶布等材料在焊口附近形成形成密闭气室。小径管充氩:可利用水溶纸堵塞管口两端。
3.3.3 充氩位置:①从探伤孔进行充氩。②利用对口间隙,将细长铜管或不锈钢管敲扁后通过坡口伸进焊接区域,进行充气保护。③从管道开口端,利用制作的充氩工具进行充氩。
3.4 焊接预热
3.4.1按以下温度进行焊前预热:
WS:焊接预热150-200℃,D:焊接预热200-250℃;
3.4.2 SA335P91材质大径管道:采用电脑温控设备,对焊口进行跟踪预热,热电偶对称布置,热电偶与管件应接触良好,并计量合格。SA213T91材质小径管采用火焰预热,用测温笔测量温度。
3.4.3 预热宽度:从坡口中心每侧不少于3倍的管壁厚。 |
