|
2.2.3焊条
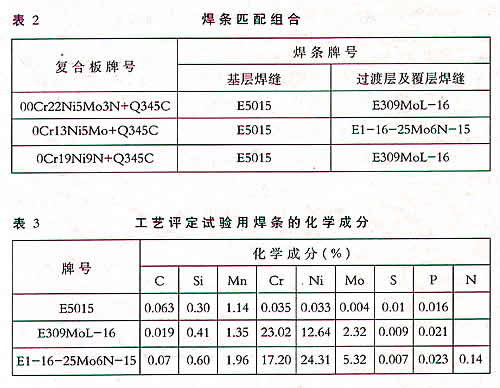
不锈复合钢板焊接材料的选择关键在于不锈钢覆层焊接材料的正确选用。不锈钢焊条电弧焊接应选用铬镍含量稍高的不锈钢焊条进行焊接,同时还应综合考虑接头的组织应力,热应力分布对抗裂性的影响及接头组织成分对耐磨蚀性的影响,并方便施工现场的管理,运用舍夫勒焊缝组织图进行比较分析,选定的焊条匹配组合如表2所示。
2.3焊接工艺
2.3.1焊接坡口
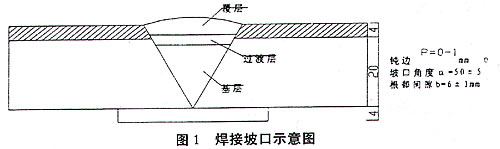
根据现场实际情况,焊接坡口采用带金属垫板的单面V型坡口,见图1。
2.3.2施焊工艺
(1)焊工:由培训考试合格的焊工担任试板的焊接工作。
(2)焊接程序:先焊基材,进行规定的质量检验项目合格后,再焊接过渡层,最后焊接覆层。
(3)基层焊接:焊接基层时,应严格采用短弧操作,其焊接不得触及和融化覆层母材,基层焊道表面应距复合界面1-1.5mm,焊道余高应≤1.0mm,否则应用砂轮进行修磨。
(4)过渡层焊接:在保证熔合良好的前提下,要尽量减少基层金属的熔入量,采用直径≤φ3.2mm的焊条及较小线能量焊接。
(5)过渡层及覆层焊接采用直焊道不摆动快速焊,覆层盖面时可作轻微摆动,摆动幅度≤2.5倍焊条直径。
(6)层间温度的控制:严格控制过渡层、覆层焊接的层间温度≤100℃。
(7)过渡层的控制:焊前将坡口打磨至离覆层表面5.0-6.0mm深,并用磨光机清除附着残留在覆层坡口面上的基层焊接飞溅和焊渣。过渡过层厚度2-3mm。
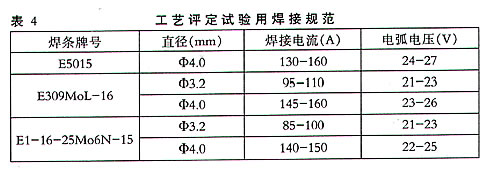
(8)焊接规范见表4
2.4焊接工艺项目

2.5外观检查及无损探伤
试板外观经检查均合格,内部质量经X射线探伤均达到GB3323-87Ⅰ级或Ⅱ级,合格。
2.6机械性能试验及结果
2.6.1拉伸试验
(1)拉伸试样的取样数量和顺序按GB/T13148-91标准进行;
(2)拉伸试验结果:8块试板的16个拉伸试样均样断于母材,抗拉强度£b均大于合格指标,合格。
2.6.2 弯曲试验
(1)取样方法、部位和数量接GB/T13148-91标准规定进行。
(2)弯曲形式,按照JB4708-92标准中耐蚀层堆焊弯曲试验方法和合格指标进行不锈复合钢板焊接接头的弯曲试验,8块试板的32个侧弯试样实际弯曲角均达到规定值180度,且完好未出现开裂现象,全部合格。 |
