|
摘要 选用F103 、F303 自熔性合金粉末为喷焊材料,采用氧乙炔焰”一步法”喷焊方法,针对HT220 铸铁表面缺陷,通过喷焊修复试验,研究了喷焊工艺对涂层质量的影响,通过扫描电镜、金相显微镜等分析仪器,对涂层组织结构及结合机理进行了分析研究。结果表明,采用合理的喷焊工艺,可明显的提高涂层的结合强度,改善涂层组织的性能,可实现涂层与铸件基体具有良好的微冶金结合机理。
关键词: 火焰喷焊工艺 铸件表面缺陷修复 涂层机理
前 言
铸件缺陷是在铸造成形过程中产生的,一般呈残缺不圆满或不连续的表面或内部缺陷。由于这些缺陷往往会造成产品的报废,从而大大地增加了生产成本,所以常常通过修复的方法来减少废品率,降低生产费用。随着科学技术的高速发展,对于铸造缺陷的修复范围也在不断拓宽,从而进一步降低了铸造产品的废品率。制造厂家通常根据这些零部件的使用条件来确定能否进行修复,对于材质不合格或主要部位存在缺陷的铸件,一般定为不可修复类;对于铸件的非加工面或加工面上外露的气孔、夹渣、缩孔、缩松、砂眼、加工超差等缺陷均定为可修复类。目前修复铸件缺陷的方法较多,通常采用电弧冷焊、热焊、气焊、钎焊等方法,众所周知,铸铁的焊接性差,容易产生白口化和焊接裂纹,给铸件的焊修带来一定的难度,所以有时也采用塞补、填补和胶接等机械的修补方法[1-2] 。
随着科学技术的进步,有力的推动了高新技术的迅速发展,热喷涂就是新崛起的一种表面改性技术,近年来人们通过对喷涂材料、喷涂设备、喷涂工艺的不断研究开发,热喷涂技术在很多行业中得到了普遍的认可,在铸件表面缺陷修复方面,目前喷涂技术的应用虽然没有普及,但在某些方面同样取得了良好的效果[3] 。
1 试验条件
1.1 试验材料
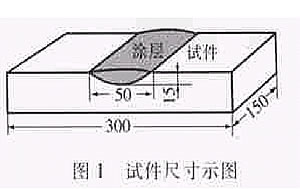
试验母材选用常用的HT220 灰口铸铁,试件尺寸见图1 。涂层材料根据产品的使用要求、加工性能、生产成本等条件,选用国产镍基F103 、铁基F303 自熔性合金粉为喷焊材料(铁基焊粉价格约为镍基焊粉价格的63 %) ,涂层材料的线胀系数为14 ×10 - 6 ~1 6 ×1 0 - 6 / ℃,成分及性能见表1 。

1.2 喷焊方法
考虑到铸件缺陷具有形态多样性、位置不确定性,本试验采用氧乙炔焰“一步法”喷焊工艺,喷焊枪选用QH - 2/ h 型。
1. 3 测试仪器
用OLMYPUS PMG - 3 光学显微镜,对母材及涂层的组织结构、涂层与基材界面、热影响区的组织进行分析。用XL30/ PMP 电子探针显微分析仪,对涂层与基材结合区的形貌特征、化学成分进行同位分析。
2 喷焊工艺对涂层质量的影响
“一步法”喷焊工艺主要包括工件表面预处理,喷焊,后处理等工序。
2. 1 工件表面预处理对涂层质量的影响
工件表面预处理主要包括喷焊部位脏物清理和表面粗化。铸件表面的脏物主要是铁锈、氧化皮、夹渣、夹砂等,经过机械加工的铸件表面还可能存在油污。在锈蚀面上直接喷焊,经手工铲检,喷焊层沿结合面脱落。经断面宏观检查,发现在喷焊层与基体的界面上有氧化皮存在,并出现断续的链状夹渣。对机械加工后未经去油处理直接进行喷焊后,发现液态涂层金属在固态工件表面上呈球状,铺展性差。试验证明工件表面的清洁程度直接影响润湿性,从而影响了涂层的结合强度。
对工件喷焊部位表面粗化程度做了相应的试验,其结果是粗化表面粗糙的工件润湿性比表面光洁的要好,经分析认为,由于粗糙表面上有纵横交错的沟槽和凸凹不平的坑穴,起着特殊毛细管作用,有利于熔化合金沿工件表面流布,改善了润湿性和加强了微冶金结合,同时也增大了涂层与基材的结合面积,使结合强度大大地提高。本文采用砂轮打磨后通过喷砂粗化处理,然后进行喷焊的工艺,试验证明,涂层与基材结合界面的质量比较理想,见图2 。
2.2 喷焊工艺对涂层质量的影响
喷焊工艺包括工件的预热、喷涂保护层粉、喷焊及保温缓冷等工序。 |
