|
摘要:本文主要论述了SZQ5090型水车罐体的工装与焊接工艺流程及采取的工艺措施,从而有效地保证了结构几何尺寸及变形问题,保证了产品的质量。
概况:
SZQ5090GSS型洒水车是以供应市政、公用、园林绿化、施工等的配套车辆。本文仅以SZQ5090GSS型为例,论述洒水车主罐体的工装与焊接工艺。为保证设计与使用要求,使之有效地克服罐体变形,结构几何尺寸难以控制及应力集中等技术问题,我们采取了一系列的工艺措施。保证了产品质量。
SZQ5090GSS型洒水车罐体为椭圆形(见图一),外形几何尺寸为3200*2000*1000mm,****负荷为5吨,Q235B优质热轧板,δ分别为5、4、3mm,具体部位为::
翼板―4mm;腹板―4mm;罐堵―5mm;隔板―3mm。
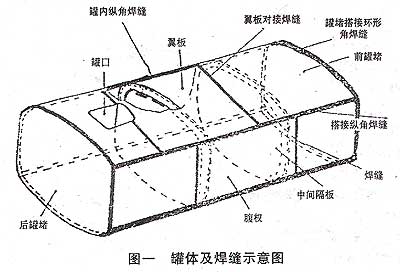
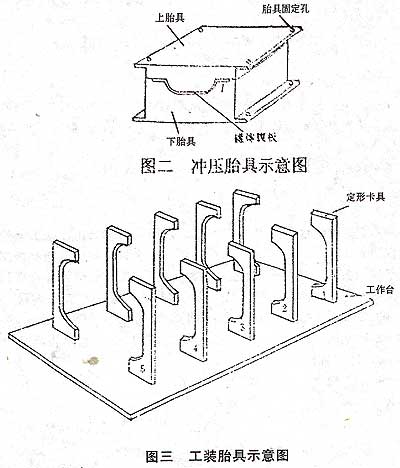
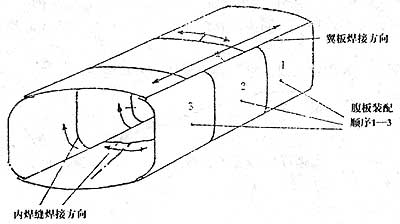
罐体共有十八块单元组成,所有单元件均应采用冷加工冲压成形(冲压胎具见图二),然后采用专用胎具(见图三)点固、工装焊接成形。
1.外型尺寸质量要求
①纵向弯曲±3mm;
②轴线差±5mm;
③局部凹陷±5mm;
④不平度±2mm;
⑤焊缝加工后高低差+1mm;
⑥纵、横焊缝交叉不小于200mm;
2.焊缝质量要求
①外观成形美观、圆滑过渡;
②搭按焊缝为6*6;
③对接焊缝为6*2(加工后为0-1mm);
④不允许有夹渣打、咬边、气孔、裂纹及明显缺陷;
⑤致密性应良好,不允许有渗漏;
⑥焊缝强度不低于母材。
由于罐身主体是薄板结构,所有单元件是冷冲压成形,因此易造成回弹较大,边缘应力过于集中,如工装顺序选择不当,点固焊接后,在焊接内应力的作用下,薄板可能失稳,产生波浪变形,影响结构的外形及承载能力。为此,我们采用刚性因定胎具点固,采用合理的工装顺序、焊接顺序(见图四),并注意点固焊缝尺寸。实践证明,点固焊缝尺寸为50/200mm为佳。采用以上措施后,成形后的罐体变形较小,达到了设计要求。
 |
