|
摘要:焊接十字形断面柱的结构特殊。对制作工艺及焊接变形控制要求较高。在实际生产中采用预先进行应力消除,组对时不加拘束,焊接时分段同向跳焊的方法成功地完成了对这一构件的制作。
关键词:十字柱埋弧焊焊接变形控制
我厂承担的山西铝厂四号焙烧炉建安工程中,其钢结构框架的立柱为焊接十型钢,其结构特殊,整体刚性大,对几何尺寸要求严格,如产生变形校正极度为困难,因此在制作过程中要严格控制变形的产生。采用下述工艺顺利完成这批构件的制作。
1 十字形焊接钢柱
十字形焊接钢柱,材质为Q235B,规格为****长度22m,高度为0.9m,主翼板宽为0.6m,副翼板宽为0.5m,翼板厚36m,腹板厚30m。其结构及尺寸如图1示。因框架的总高度为62mm,故需要分段制作。对于这类大钢度构件。其变形量的大小对于安装质量的影响是至关重要的。
1.1 十字柱的结构
十字柱的构成可分为主、副二部分,即由主600*900焊接H形钢一根和副500*450半H形钢二根构成。
1.2 十字柱制作的质量要求
在22总长度上要求:

2 下料
(1)材料堆放必须垫平。
(2)下料前所有钢板在平板机上校正平整度。
(3)板料切割均用多头切割机进行下料。所有板料的原边均不保留。以保证板料二侧受热均匀。不产生侧弯。
(4)板料下完后,需完全冷却后方能移动。
(5)下好的板料堆放时要垫平,码放层数不超过10层。
3 组对
(1)组对前对所有板料在平板机上进行平整,以进一步消除内应力;
(2)校平后所有板料进行喷砂处理;
(3)组对时先按板料长度检查,要求总长度上侧弯≤2mm,宽度误差±1.5mm;
(4)板料对接时,坡口为X型坡口。并在焊缝两头各增加与坡口型式相同的引弧板一块。焊后去掉,并修磨焊道边缘至平整;
(5)板料对接处焊后进行探伤。合格后,对接口处进行调平;
(6)组对前先按翼板宽度找出板料中心线,再按此中心线返出腹板边缘线。并按此线进行组对;
(7)对所有影响板料组对的缺陷,如毛刺等进行清理,以保证组对精度;
(8)组对完成后,H型钢除第一道进行焊接的焊缝外,其它三道焊缝均加加强板。半H型钢加一道加强板。十字柱加三道筋板,分别如图2、图3、图4所示:



(9)组对完成后,进行检查,如焊缝间隙过大,则用手弧焊进行修补,以防止埋弧焊时烧穿;
(10)对完成后,柱的两个端头均要增加引弧板,型式与柱相同。
4 焊接工艺
(1) 采用船位焊,以较好地保证焊缝熔深,焊脚尺寸及外观质量;
(2) 双层焊道完成焊接以减少角变形;
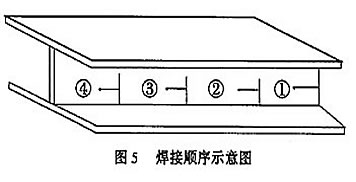
(3) 所有焊缝均采用同向分段跳焊法,焊接顺序见图5,其中①、②两段焊缝长度要略长;
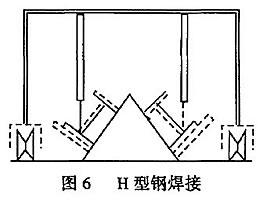
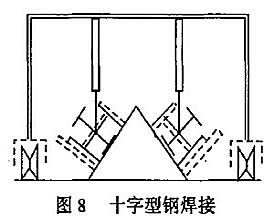
(4)焊接时不用任何卡具,工件始终外于自由状态。先焊一道焊缝处不加筋。先焊一道焊缝处不加筋板,其余三道焊缝处均加筋板以保证尺寸精度,焊前将筋板打掉。如图6、7、8 所示;

(5) H型钢焊接时,无特殊情况中途不得停焊,以免受热不均,产生较大的热应力发生变形。焊接参数为:电弧电压32V~35V,焊接电流650A~680A,焊接速度032m/min~036m/min;
(6) 焊丝为φ3mm的H08A,焊前除锈,焊剂为HJ431,250℃~300℃烘干,随用随取;
(7)全部焊缝焊完后,要等工件彻底冷却方可吊走至堆放处。以免产生变形;
(8) 在焊接第一道与第二道之间时,用风镐对柱进行消应,效果明显。
5 焊后检查
H型柱焊后进行检查,22m长的H型柱,****上挠:6mm,角变形:4mm,焊脚尺寸:11mm~13mm,无扭曲及旁弯变形。达到了质量要求。
|
