|
在焊接J5 家畜车钢架时,使用了NBC - 500 型CO2 气体保护焊机,300 A型焊矩。在焊接角柱、立柱与底架、顶棚边框的焊缝时,因空间小、焊矩喷嘴过大,作业时伸不到位,焊接飞溅大,焊缝成形不良,焊接质量差;而在进行仰焊时,飞溅物经常掉进喷嘴里,使喷嘴与工件之间短路。
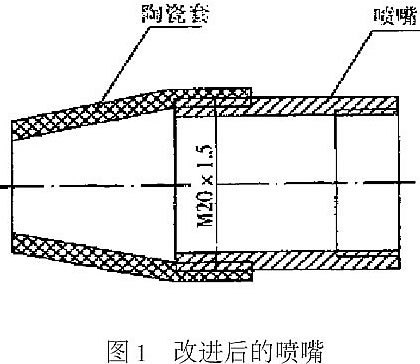
为此,对喷嘴进行了改造;截短喷嘴,接上带锥度的瓷套(通过M20 ×1. 5 的螺纹连接),使其总长度保持不变,如图1 所示。实际使用效果很好,现已在铜陵车辆厂焊接量很大的钢结构分厂推广使用,完成大量的焊接任务。
改进后的喷嘴有以下优点:
(1) 适于焊接空间较小或拐角处的焊缝;
(2) 焊接时不会造成喷嘴与工件的短路;
(3) 喷嘴质量减轻,劳动强度减小;
(4) 因气流喷射较为集中,可适当减小保护气体气流量。
|
