|
浅析弧焊电源的现状与发展
卢屹东1 亢世江1 于立国2 丁敏1
摘 要 阐述了目前国内国外弧焊电源发展历程、现状及未来发展的趋势,并对近年来出现的新技术在弧焊电源生产中的应用前景进行了论述。
关键词 弧焊电源;现状;发展
弧焊技术是现代焊接技术的重要组成部分,其应用范围几乎涵盖了所有的焊接生产领域。电弧焊作为一种基本的金属处理方法,被广泛的运用于国民经济的各部门,为电弧焊提供能量的弧焊电源从诞生起已取得了很大的发展。
1 弧焊电源发展历程[ 1 ] - [ 3 ]
作为一种气体导电的物理现象,电弧是在19世纪初被发现的,直到1885年俄国人别那尔道斯发明碳极电弧可以看作是电弧作为热源应用的创始,而电弧真正运用于工业是在1892年发现金属极电弧后。上世纪40年代研究成功埋弧焊,而随着航天与原子能的发展出现了氩弧焊。上世纪50年代出现了CO2与各种气体保护焊并研究出等离子弧焊,到70 - 80年代,弧焊电源的发展更是出现飞跃:多种型式的弧焊整流器相继出现和完善,研制成功多种型式的脉冲弧焊电源,为进一步提高焊接质量和适应全位置焊接自动化提供了性能优良的弧焊电源。此外,还先后研制成功高效节能,性能好,晶闸管式、晶体管式、场效应管式和IGBT弧焊逆变器。随着新型弧焊技术的发展,弧焊电源也有了长足的进步。
2 弧焊电源的分类、特点及运用
2. 1 弧焊电源的分类
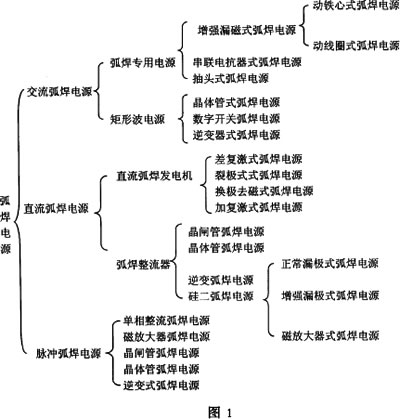
弧焊电源的分类无论是国内还是国外都有不同的分类方法,因此其结果也不尽相同,本文采用陈祝年的分类方法,具体分类如图(1)所示。[ 4 ]
2. 2 各种弧焊电源的特点及运用[ 2 ] [ 5 ] [ 6 ]
弧焊变压器,它把网路电压的交流电变成适宜于弧焊的低压交流电,由主变压器及所需的调节部分和指示装置等组成. 它具有结构简单、易造易修、成本低、效率高等优点,但其电流波形为正弦波,输出为交流下降外特性,电弧稳定性较差,功率因数低,但磁偏吹现象很少产生,空载损耗小,一般应用于手弧焊埋、弧焊和钨极氩弧焊等方法。
矩形波交流弧焊电源,它采用半导体控制技术来获得矩形波交流电流,其电弧稳定性好,可调参数多,功率因数高。它除了用于交流钨极氩弧焊( TIG)外,还可用于埋弧焊,甚至可代替直流弧焊电源用于碱性焊条手弧焊.
直流弧焊发电机,一般由特种直流发电机和获得所需外特性的调节装置等组成. 它的缺点是空载损耗较大、磁偏吹现象较明显、效率低、噪声大、造价高、维修难;优点是过载能力强、输出脉动小,可用于各种弧焊方法的电源,也可用柴油机驱动用于没有电源的野外施工。
弧焊整流器,它是把交流电经降压整流后获得直流电的,外特性可以是平的或下降的,它由主变压器、半导体整流元件以及获得所需外特性的调节装置等组成. 与直流弧焊发电机比较,它具有制造方便、价格低、空载损耗小、噪声小等优点,而且大多数可以远距离调节,能自动补偿电网电压波动对输出电压、电流的影响,但有磁偏吹现象. 它可作为各种弧焊方法的电源。
弧焊逆变器,它把单相(或三相)交流电经整流后,由逆变器转变为几百至几万赫兹的中频交流电,经降压后输出交流或直流电. 整个过程由电子电路控制,使电源具有符合需要的外特性和动特性. 它具有高效节电、质量轻、体积小、功率因数高、控制性能好、动态响应快易于实现焊接过程的实时控制、焊接性能好等独特的优点,可用于各种弧焊方法,是一种最有发展前途的普及型弧焊电源。
脉冲弧焊电源,焊接电流以低频调制脉冲方式馈送,一般是由普通的弧焊电源与脉冲发生电路组成,也有其他结构形式. 它具有效率高,输入线能量较小,可在较宽范围内控制线能量等优点。这种弧焊电源用于对热输入量比较敏感的高合金材料薄板和全位置焊接,具有独特的优点。
3 弧焊电源技术的现状与发展
3. 1 弧焊电源技术的现状
传统的弧焊电源,如占焊机总产量90%的手弧焊机生产中,是以技术落后的矩形动铁式和大量耗材的动圈式交流弧焊机为主。在我国直流弧焊电源中,在国家三令五申下,虽已逐步减少了电力拖动的旋转式直流弧焊发电机的生产,但未能完全禁绝。对整流式弧焊电源的推广,也是较为困难,由于老式的硅整流弧焊电源的性能难以与旋转式直流弧焊电源相匹敌,而国家重点推广的晶闸管整流电源ZX5 -250、ZX5 - 400初期性能并不稳定,使用户无所适从,这一局面直到90年代中期才得到改变。
数字化弧焊技术是一种新兴的技术,数字化弧焊电源是指焊机主要的控制电路由数字控制技术替代传统的模拟控制技术,且在控制电路中的控制信号也由模拟信号过渡到0 /1编码的数字信号。数字系统与模拟系统相比有着明显的优势,数字系统具有系统灵活性好、控制精度高、稳定性与产品一致性好、接口兼容性好以及系统功能升级方便等特点。1994年,国外Fronius公司的Lahnsteiner.
Robert指出,现代GMAW焊接电源应满足多方面的不同需求,如:适合于短路过渡焊接、脉冲焊接、射流过渡焊接和高熔敷率焊接等焊接工艺,合理的焊接电源外特性可以通过原边工作于开关状态的逆变电源实现;大量的焊接规范参数的设计必须实现Synergic控制(一元化控制)以使焊接电源便于操作;为满足新的质量控制要求,焊接电源必须实时记录焊接规范参数、识别偏差量[ 7 ] 。基于上述思想,伴随着新型的功能强大的数字信息处理器DSP的出现, Fronius公司推出了全数字化焊接电源,随后Panosonic等公司也推出了各自的数字化焊接电源产品,并相继进入中国市场。
数字化焊接电源实现了柔性化控制和多功能集成,具有控制精度高、系统稳定性好、产品一致性好、功能升级方便等优点。如Fronius公司的Transp lus synergic 2700 /4000 /5000系列产品在一台焊机上实现了M IG/MAG、TIG和手工电弧焊等多种焊接方法,可存储近80个焊接程序,实时显示焊接规范参数,通过单旋钮给定焊接规范参数和电流波形参数,可以实现熔滴过渡和弧长变化的精确控制,同时,此类焊接电源还可以通过网络进行工艺管理和控制软件升级[ 8 ] 。
3. 2 弧焊电源技术发展
弧焊电源从诞生到目前已经历了一百多年的历史,它总是随着科技的进步而发展。预计未来的弧焊电源将朝着这几方面发展:
其一,数字化弧焊电源。从硬件电路角度看,数字化电源借助DSP技术实现了P ID控制器和PWM信号发生电路的数字化。随着实现了模拟电路和数字电路有机结合的混模电路的出现,预计不久的将来分立式的模拟电路将逐步为高度集成的数字化混模电路所取代。而焊接电源和功率模块的设计制造也可根据需要以数字化的方式完成。焊接电源的能量控制由电流、电压、时间的协同方式来完成,具体表现为输出波形的数字化。
其二,绿色弧焊电源。早在2000年就有人提出绿色焊机的概念[ 9 ] ,绿色焊接是在全球资源与能源日渐紧缺,人民的环保意识逐渐增强的情况下提出的。节能环保的绿色焊机必是未来焊机弧焊电源的研制发展方向。
4 结语
近年来随着市场竞争的日趋激烈,提高焊接生产的生产率、保证产品质量、实现焊接生产的自动化、智能化越来越得到焊接生产企业的重视。而人工智能技术、计算机视觉技术、数字化信息处理技术、机器人技术等现代高新技术的溶入,也促使弧焊技术正向着焊接工艺高效化、焊接电源控制数字化、焊接质量控制智能化、焊接生产过程机器人化的方向发展,弧焊设备也向着智能化发展、机器人化发展。本文综述的内容只是其中很少一部分,希望能够起到促进交流,共同提高的作用。
|
