铁路在线钢轨焊补修复技术
陈 辉1 ,曾维德2 ,车小莉1 ,蒋世辉2 ,许兴伍2
(1. 西南交通大学材料学院,成都 610031 ; 2.成都铁路局,成都 610031)
摘要:对比研究了用锰钢堆焊焊条、珠光体堆焊焊条等现场修复钢轨焊补接头的组织性能,分析了锰钢堆焊接头早期失效的原因,指出在现有钢轨材质条件下,用珠光体类堆焊材料修复钢轨的优越性。
关键词:钢轨 堆焊 修复 组织性能
随着铁路车辆速度的提高和载重量的增加,钢轨的伤损日趋严重 。这些伤损中除一些使用时间长、裂纹发展较为严重,已扩展至相当深度的伤损钢轨不宜再修复外,一般都可以进行焊补修复,延长钢轨使用期限,可节约保养费用,保证行车安全,提高经济效益。
目前铁路在线伤损钢轨的现场修复多采用KD286、TD286、D266 等锰钢类堆焊焊条进行冷焊修复,或用TY320 等珠光体类焊条进行现场预热焊补。本文研究了锰钢堆焊焊条KD286 堆焊修复的焊补接头的组织性能,分析了其失效机理。针对U71Mn 等在线钢轨的材料组织性能和焊接特点,经过理论分析和试验研究,选用TY320 等珠光体类焊条作为钢轨焊补的焊接材料[4 ] ,介绍在线伤损钢轨焊补新技术。对比分析了用KD286、TY320 这2 种焊条进行钢轨堆焊修复的焊补接头的组织性能,为现场伤损钢轨修复提供参考。
1 焊补工艺研究
通过试验研究,得出了KD286、TY320 焊条焊补钢轨的优化工艺条件,如表1 所示。
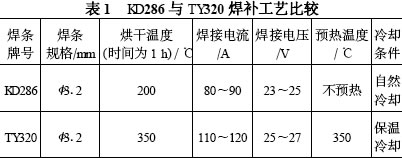
用TY320 进行焊补和采用KD286 焊补的区别在于:TY320 焊补作业属于“热焊”,即焊前须对基体进行预热,否则容易引起冷裂等焊接缺陷;而KD286 焊补属于“冷焊”,即焊前无须对基体预热。所以用TY320焊条进行焊补,焊前预热以及焊后缓冷是焊补作业中的一个关键环节。为此,专门研究开发了汽油烤炬用于钢轨的焊前预热以及焊后缓冷。另外,在焊前和焊补过程中需用红外测温仪测量钢轨和焊补层的温度,要求预热温度达到300 ℃~350 ℃,焊接过程施焊部位温度保持在250 ℃以上。在焊接过程中要求清渣干净。用KD286 焊条焊补作业还要求在焊接过程中充分锤击焊缝后再进行下层堆焊。
2 焊补层的组织性能研究
2.1 锰钢堆焊焊条KD286 焊补层的组织性能
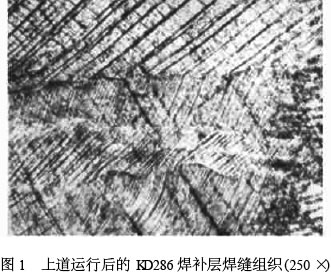
KD286 焊补接头中焊缝的焊态组织为柱状组织,而上道运行后受车轮碾压由塑性变形转变成脆硬的氏体,见图1 和图2。焊补层中产生马氏体,一方面有利于提高钢轨的表面硬度、耐磨性,但使焊补层的冲击韧性降低,并最终在列车轮对的冲击作用下,使焊补层开裂、剥离。
从图2 还可以看出冷焊条件下,焊补层熔合区中也不可避免地存在马氏体组织。这是由于熔合区的碳当量较高,在冷焊条件下冷却速度快,自然淬硬生成脆硬的马氏体。而且熔合区在轮对的冲击作用下容易产生一些微裂纹,如图3 所示。这些裂纹在钢轨运行过程中不断扩展、连接,最终导致焊补层的剥离失效,如图4 所示。


另外,在冷焊条件下,由于过热区在焊接热循环过程中的受热峰值温度高、冷却速度快,也产生了马氏体组织。
综上所述,在冷焊条件下,锰钢堆焊焊条KD286焊缝的焊态组织为柱状奥氏体组织,上道运行后在轮对的碾压下转变成脆硬的马氏体,降低了焊补层的冲击韧性,使得焊补层易于在轮对的冲击作用下,开裂、剥离。熔合区及过热区的组织为高碳马氏体,在列车轮对的冲击作用下易于开裂,裂纹不断地产生、扩展,最终导致焊补层的剥离、早期失效。所以在钢轨轨端等承受剧烈冲击的部位,锰钢堆焊焊条KD286 焊补接头易于早期失效。而且,马氏体的存在增加了钢轨的脆断倾向。
铁道部标准TB/ T1779 ―93 规定淬火轨“淬火层金相组织应为淬火索氏体(细珠光体) ,不得出现马氏体或明显的贝氏体组织。”由此,用KD286 焊条,不预热焊补钢轨,焊补接头中不可避免地存在脆硬的马氏体,大大降低了钢轨的韧性,不符合该标准的要求,必须采用新的焊接材料进行钢轨焊补。由于锰钢堆焊焊条KD286 焊补层焊缝金属组织为柱状奥氏体,而母材的组织为珠光体,两者对超声波的透声性能差异较大,而且在焊补层与母材之间有明显的异质界面,所以用专用的钢轨超声探伤车很难对焊补层及焊补层下的钢轨进行探伤。
2.2 珠光体类堆焊焊条TY320 焊补层的组织性能
从图5、图6、图7 可以看出用合适的焊接工艺得到的珠光体堆焊焊条TY320 焊补层的组织与钢轨母材的组织非常相近,均为珠光体+ 铁素体组织,不存在明显的组织差别。正常条件下的焊补层无马氏体组织,满足TB/ T1779 ―93 要求,而且,由于焊补层与母材的组织相近,其透声性能与钢轨基体材料非常接近,焊补层与母材之间不存在明显的异质界面,所以用通用的钢轨探伤仪(车) 可以方便地进行探伤,消除了在线钢轨探伤的安全死角。
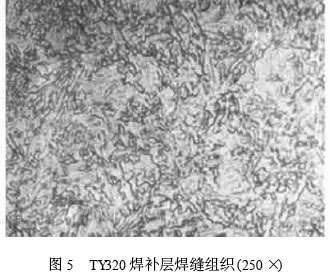
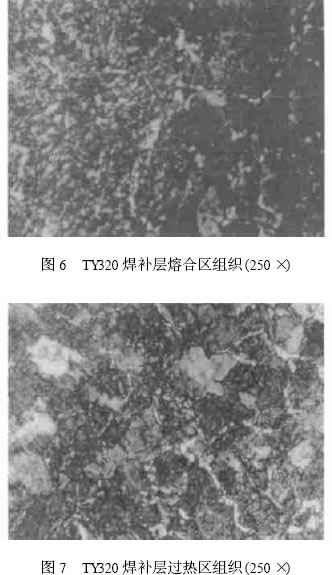
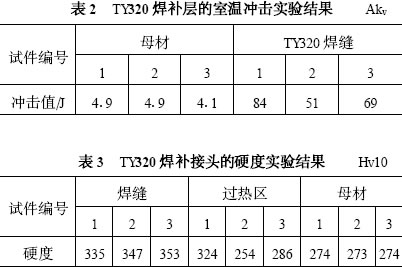
表2 是TY320 焊补层的室温冲击实验结果。表3是TY320 焊补接头的硬度实验结果。从表2 可以看出,焊补层的冲击韧性> 50J ,远高于母材,具有优良的耐冲击性能。满足铁道部标准要求。从表3 可以看出,焊补层的硬度略高于母材,具有比母材更优良的耐磨性能。综上可知,珠光体堆焊焊条TY320 焊补层具有优良的耐冲击磨损性能,能够胜任在线钢轨的恶劣工况。
3 现场使用性能试验
于1999 年12 月―2000 年3 月期间,在成都工务段管内成渝线K20 + 9 号铁左股、K20 + 23 号铁左股、K21 + 1 号铁左股等处,用新的TY320 焊补修复技术,进行了多处现场焊接,并监测至2002 年12 月,焊补接头仍完好无缺。焊补后,在线运行3 年后的钢轨如图8 所示。
4 结论
用锰钢堆焊焊条KD286 冷焊修复钢轨,熔合区和过热区不可避免地产生脆硬的马氏体组织。焊缝组织为柱状奥氏体组织,在运行过程中列车轮对的冲击、碾压下将转变为马氏体,降低了焊补层的冲击韧性,焊补接头的耐冲击磨损能力差,在冲击载荷下易失效。用珠光体类堆焊焊条TY320 修复的铁路在线钢轨
焊补层的组织为珠光体+ 铁素体,与母材的组织相近,正常条件下的焊补层无马氏体组织, 满足TB/T17797 ―93 要求。珠光体堆焊焊条焊补层具有优良的耐冲击磨损性能。上道运行3 年表明珠光体类堆焊焊条TY320 焊补层具有优良的使用性能。珠光体堆焊焊条TY320 焊补层与母材之间无明显的异质界面,用通用的钢轨探伤仪(车) 就可对线路进行探伤。
|
