如何有效防止塑钢门窗焊角开裂
李喜峰,王里锁,张 强,吕祚锋
(安徽省科苑(集团) 股份有限公司,安徽宿州 234023)
[关键词]焊角开裂;钛白粉;加工助剂ACR ;扭矩
[摘 要] 探讨了如何解决采用质量达到国家标准的型材制成的门窗仍发生焊角开裂的问题。
由于塑钢门窗的保温、隔热、密封性好,且耐腐蚀、阻燃、装饰性好,因此其综合使用性能相对较高,从而越来越受到人们的青睐,不仅在国外,而且在国内也已开始大面积使用,在建筑业内的市场占有率稳步提高,已经成为众多房地产开发商的新卖点。
在塑钢门窗生产和使用量突飞猛进的同时,人们也发现,在加工过程中,塑钢门窗比铝合金、木窗之类的加工难度要大,加工工艺要求也比较严格。
因此,许多小型厂家根本无法达到生产工艺所要求的条件,造成塑钢门窗在安装使用过程中出现很多的问题,特别是在塑钢门窗安装的过程中易发生门窗的焊角开裂现象。有从焊缝开裂的,有从焊缝沿型材开裂的,有在焊角旁边的型材面上直接断裂的,这些都将造成门窗在验收过程中和用户的使用过程中产生不必要的困难,损害了塑钢门窗的使用形象,对产品的形象也造成了很坏的影响。而这些发生门窗焊角开裂的型材大部分都是在理化指标检测方面满足国家标准的,这样,大多数人只考虑加工因素,即只靠门窗加工厂商提高自身的加工能力和加工条件来提高加工质量,就难以避免或者减少型材在冬季焊角开裂的发生几率。门窗加工厂商的加工能力应属于粗放型的加工行业,很难达到一些苛刻的技术加工条件。根据安徽省科苑(集团) 股份有限公司产品的生产情况和客户在实际应用中反映的情况及实际应用情况,决定从型材配方入手,以期彻底解决此问题。
1 原因分析
根据物料由型材到门窗经过混料、挤出、搬运、切割、焊接、清角、组装、放置、搬运、安装等一系列过程中所发生的各种问题,仔细研究了型材配方中各种原材料的作用及在加工使用过程中容易出现的问题,计划从两方面来解决此问题: ①进一步提供型材自身的内在理化指标; ②提高型材制作成门窗后的使用性能和外界环境发生突变时的自身调节性能。前者可以考虑改变型材配方中的加工助剂ACR ,后者可以考虑改变型材配方中的原料钛白粉。下面讨这两种原材料在型材挤出加工过程中和在使用中所起的作用。
1. 1 加工助剂ACR
加工助剂ACR 在型材加工中主要起3 个作用:
(1) 促进塑化。加入ACR 后,物料的塑化速度加快,塑化时间缩短,塑化效果增强,且随着ACR 量的增大(在0~2 份) ,塑化速度也加快。这种现象在双辊炼胶机上试验时比较明显。
(2) 减少熔体破裂。在低温或者快速挤出时,常常出现熔体破裂的现象,加入ACR 后,能促进熔体均匀塑化,减少熔体破裂的现象,从而改进表面的质量。这种现象在转矩流变仪试验挤出料条时易出现。
(3) 增强熔体强度。在PVC 硬制品挤出中加入ACR 可以增加PVC 的熔体强度。在ACR 的添加量为0~2 份时,随加入量的增加,熔体的拉伸强度也随着增加。
提高加工助剂ACR 的量能增强熔体的黏度,促进熔体的塑化,但并没有看到提高加工助剂ACR 的黏度会对型材加工和自身物理指标所起的作用;但是从加工助剂ACR 的发展趋势和冲击ACR 的自身性能来看,其在提高黏度对增强物料自身的加工性能、提高其在挤出过程中的塑化能力、提高型材内在的理化性能起到很大的作用。为此,在实际生产中采用了比原加工助剂ACR 的黏度更高的产品。
1. 2 钛白粉
钛白粉的主要作用是吸收阳光中的高杀伤性能量―――紫外光短波,保护其周围的连续相(基料) 免受或少受紫外光的侵害,延长型材的使用寿命。钛白粉吸收紫外光能力的大小决定了其耐候性的高低。采用钛白粉作为添加剂有3 个原因: ①光学原因,提供颜色和****遮盖; ②物理原因,吸收紫外线保护树脂; ③经济原因,****非迁移性无毒紫外光吸收剂。优质钛白粉的制造工艺和表面处理都比较好,因此它可以进一步提高型材的耐候性和抗裂口性能,有利于提高型材在气候变化较大情况下的自我调节能力,增强型材受到外界猛力冲撞后所能调节的能力,从而降低型材门窗在实际使用过程中的焊角开裂几率。而且,由于其表面处理得较好,也利于与树脂的复配,提高型材的力学性能。
2 试验结果
2. 1 型材的理化指标比较
试验配方为在原来配方比例不变的基础上更换钛白粉和使用较高黏度的加工助剂ACR ,生产配方为原先的配方。以前使用的ACR 特性黏数为253 ml/g ,现在使用的高黏度ACR 特性黏数为359 ml/ g。两个配方所挤出型材的理化指标比较如表1、表2 所示。
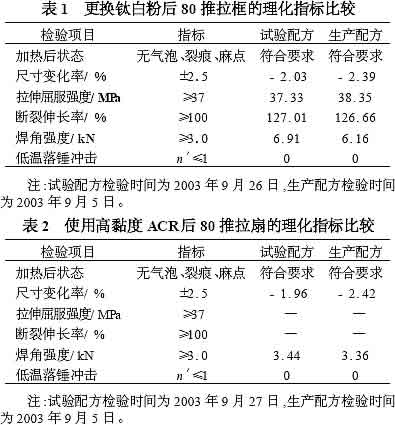
从表1 、表2 中数据的对比分析可知,型材的理化指标在加热后的尺寸变化率和焊角强度都有一定的提高,对型材理化指标的提高起到了一定的作用;在型材焊接成门窗后的使用过程中,大大降低了焊角开裂的概率。
2. 2 型材的流变性能
两配方在转矩流变仪上所做曲线如图1 所示。
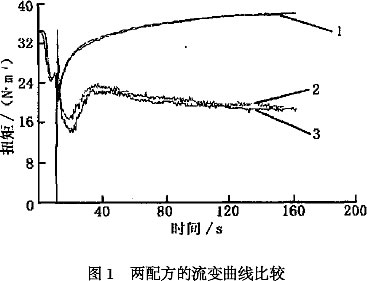
曲线2 为试验配方曲线,曲线3 为生产配方曲线。从两者的走势来看,试验配方的塑化峰比生产配方的塑化峰走势要明显,而且变化比较平稳;在其后续阶段,试验配方曲线也相对比生产配方曲线走势平稳, 试验配方的流变性能相对比生产配方的加工性能要好。其次,试验曲线比生产曲线更容易塑化,且其塑化点的扭矩值比生产曲线的高;另外,平衡后的扭矩比生产曲线的高,也更利于物料在挤出过程中的压实。这主要是因为加工助剂的黏度提高后,物料的黏度提高所致。
经过改进后的配方在实际生产和使用过程中几乎没有焊角开裂现象。整个2003 年冬季,根据安徽省科苑(集团) 股份有限公司所供应的塑钢门窗使用厂家和该公司自己的使用情况,总共不超过10 樘门窗焊角开裂,并且都是轻微开裂或者是因为外力的猛烈碰撞等原因所致,达到了试验初期所预想的效果,节约了成本,并大大提高了该公司的产品声誉。
3 结 语
对于质量合格的型材产品还发生门窗焊角开裂的情况,可以采用更优质的钛白粉和提高加工助剂ACR 的黏度来进一步提高型材自身的质量,以达到理想的使用效果。
|
