振动时效消除拼焊不锈钢板的残余应力
饶德林 朱政强 葛景国 陈立功 倪纯珍
(上海交通大学材料学院焊接工程研究所,上海200030)
摘 要:为了消除超大不锈钢焊接底板的残余应力,研究了采用振动时效(VSR)的方法消除焊接残余应力。应用JB / T5926 - 91标准对振动时效工艺进行了定性的评价。通过对焊后和振动时效后底板焊缝上残余应力的对比测量,全面地、定量地了解振动时效工艺对残余应力的变化及最终的应力状况的影响,了解了VSR工艺的可行性和有效性,从而实现替代热时效工艺目标。
关键词:振动时效,不锈钢,残余应力
0 引言
金属构件在锻压、切削、铸造、焊接等加工过程中,由于受力或受热不均匀,内部产生不均匀的塑性形变,加工完后,都存在残余应力。残余应力是金属构件开裂或变形的重要原因,极大地影响金属构件的疲劳强度和尺寸精度的稳定性。消除残余应力是机械加工行业一项十分重要的任务。传统的消应力工艺主要是热时效(热处理) ,对大型构件,热时效需要庞大的焖火炉,烧煤或用电,处理一批金属件要2~7天,故投资大,能耗大,效率低,容易产生新的变形,材料强度下降。振动时效(VSR)就是通过施加振动方法降低或均化构件内的残余应力,从而提高构件的使用强度,减小变形及稳定尺寸的精度。与传统的热时效方法相比,它可以在极短的时间内减小构件的残余应力,不需搬动工件,也不产生氧化皮或锈皮。振动时效以其工艺简单方便、适用性强等突出特点而受到广泛应用。振动时效是一种常温时效工艺,它可使金属结构的焊接残余应力峰值降低,分布均化,从而提高尺寸稳定性。因此,振动时效可以替代以尺寸稳定性为目标的热时效。对于有抗氧化要求、有低温相变的材料以及超大型、易产生热处理变形的构件,振动时效具有热处理无法比拟的优势。
研究的拼焊不锈钢板,由于材料有抗氧化要求,而且体积庞大,如果采用传统的热时效(热处理)工艺进行焊接残余应力消除,需要在超大的热处理炉内进行,还要气体保护,代价高昂。因此,我们采用了振动时效工艺替代传统的热处理时效工艺,对不锈钢底板进行消除焊接残余应力研究。
1 时效构件
处理的构件是一大型实验装置的底板,材料是超低碳不锈钢304L,整个圆形底板直径为7. 6m,由五块不锈钢板采用埋弧焊拼焊而成(见图5) ,板厚度均为75mm,板上开有27个安装孔,包括一个中心孔。底板材料机械性能和化学成分见表1。
2 振动时效工艺
2. 1 振动方式
底板的激振由一偏心电机的转动产生,电机通过夹持固定在底板上,结合形状和现场工作条件,确定了以下两种振动方式:
( a)鼓型振动:将激振器夹持在底板中心孔的边缘,弹性支撑在底板的圆周,整个系统进行类似敲击鼓面的振动方式,见图1。
( b)弯曲振动:将激振器夹持在底板圆周的边缘,弹性支撑仍然在底板的圆周,整个系统作波浪型弯曲振动,见图2。
2. 2 振动时效工艺曲线分析
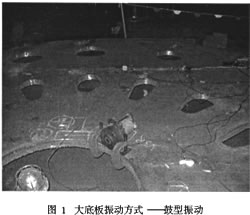
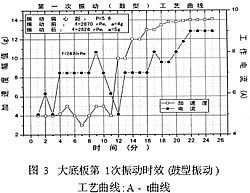
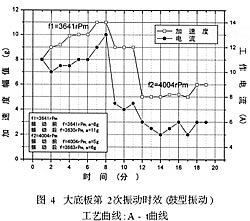
根据振动时效理论,时效的构件在振动应力和残余应力共同作用下,将产生局部的塑性变形,并释放残余应力,振动的阻尼将减小并趋于稳定,振动的加速度会趋于稳定。振动时效工艺参数曲线主要考虑A - t(加速度- 时间)曲线和A - n (加速度- 转速/频率)曲线;根据振动时效JB / T5926 - 91标准,当A- t (加速度- 时间)曲线由初始不稳定态,经数分钟处理后,进入稳定态,即认为振动工艺有效;应用振动前、后的两次A - n (加速度- 转速/ 频率)扫频曲线对比,当振动后的曲线出现共振峰频率变化、峰值上升、峰形变狭窄等,即认为振动工艺有效。图3、4 系304L大底板两次振动的工艺曲线,图中电流是电机的工作电流,振动加速度由置于底板上的加速度传感器测量得到,每次时效都用了两个不同的频率(电机转速)进行,分别对应两个振峰,结果表明两次振动都达到振动时效效果。
3 残余应力测量
由于振动时效标准中的参数曲线尚不能定量地给出振动时效有效性论证,故我们根据JB / T5926 -91标准的要求还进行残余应力分析。试验采用盲孔法进行残余应力测量。根据304L大底板形状和确定的振动方案,考虑到结构对称性,在焊缝上选取12个典型测点(振前6个,振后6个)进行测量,测点布局参见图5。振动前后分别进行钻孔,使得测点中残余应力得以松驰,从而通过应变片记录各向应变。
图6~图8分别为****主应力σmax、剪应力τ、纵向应力σ0°振动前后的分布变化,直观地反映了振动时效的消应力和均化应力的效果。
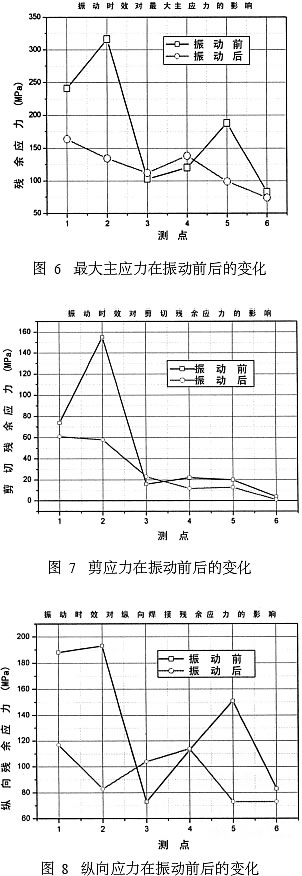
测量结果表明,振动前焊缝****主应力σmax为83MPa~316Mpa;平均值为174Mpa、剪应力τ为4 ~155Mpa; 平均值为49Mpa、纵向应力σ 0°为73 ~193Mpa;平均值为133Mpa。经过振动时效, 304L大底板焊缝****主应力σmax为74Mpa~164Mpa;平均值为120Mpa,下降量为31%、剪应力τ为1~61Mpa;平均值为28Mpa, 下降量为43%、纵向应力σ 0°为73Mpa~117Mpa; 平均值为94Mpa, 下降量为29%。
这说明经过VSR工艺后的残余应力明显下降,应力分布得到一定程度上的均化,大底板的稳定性和抗变形能力得到提高。测量结果定量地表明了VSR工艺已达到使残余应力水平下降量大于20%的技术要求。
4 结 论
对于消除超大不锈钢底板的焊接残余应力,根据JB / T5926 - 91标准,应用工艺曲线和扫频参数进行振动时效工艺效果评定,表明采用振动时效技术可以达到工艺要求。应用盲孔法进一步进行残余应力测量,结果显示:经过振动时效304L大底板的****残余应力σmax平均值由175Mpa下降为120Mpa,下降量为31% ,也说明工艺有效。 |
