co2焊短路信号的检测
李兴霞1,涂益民2,朱锦洪1,贺俊光1,赵干1
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.河南科技大学电子信息工程学院,河南 洛阳471003)
摘要:根据co2气体保护焊短路过渡的特点,利用电压比较器、微分电路、数字电子线路,设计了短路检测电路和短路液桥缩颈检测电路。对所设计的电路成功地进行了仿真和实际焊接试验验证。
关键词:短路检测;缩颈检测;电子电路
前言
co2气体保护焊是一种易于实现自动化的焊接方法,具有高效、节能、抗锈、低氢、低成本以及可全位置焊接等优点,因此在中、薄板和全位置焊接中得到了广泛的应用。短路过渡是co2气体保护焊中采用的最重要的熔滴过渡形式,易于实现全位置焊接,但普遍存在飞溅大和成形不好2个问题。飞溅大恶化工作环境,焊丝消耗量增大,而且增加了清理的工作量,降低了工作效率。随着焊机自动化程度的不断提高,对焊接电源的改进提出了更高的要求。
近年来,对co2焊短路过渡过程的控制也越来越趋于电子化控制,在此基础上发展了多种控制方法,如能量控制和波形控制等,这些控制方法都要求准确检测出短路初期和短路末期。文献[1]指出:检测到短路信号后,减小焊接电流至10A并维持0.75ms,用微分信号检测到液桥缩颈信号后,在5us内将电流降至50A。目前,通过在短路初期和液桥缩颈即将爆断时减小焊接电源的输出电流来控制飞溅已成为一种共识。
1 co2焊短路过渡过程电弧电压波形
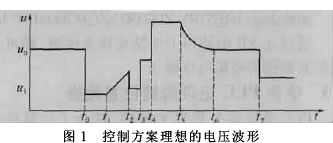
在co2焊中,焊丝端部熔化形成熔滴,熔滴长大与熔池发生短路接触后,成为连接焊丝与熔池的金属液桥。液桥主要受到表面张力和电流产生的电磁收缩力的作用,在此作用下,液桥金属出现失稳现象,发生收缩、破断并向熔池过渡,这一过程称为短路过渡过程。典型的表面张力过渡的电压波形如1图"所示,整个过渡过程分为短路前期(t0-t1)、短路中期(t1-t2)、短路后期(t2附近)、表面张力过渡区(t2-t3)、燃弧前期(t4-t5)、燃弧中期(t4-t5)、燃弧后期(t5-t6)、基值电流区(t6-t7)。
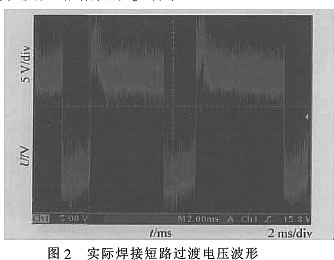
实验中采用ZP7 逆变焊机,焊接电压23V,焊接电流200A,焊丝H08Mn2SiA。图2是试验中测得的焊接波形。在第一个短路过渡周期中,t0时刻(约2ms处)为正常熔滴短路时刻,这时电压由23V 陡降至5V左右;t2时刻(约%3.2ms 处)为小桥缩颈即将爆断时刻,从短路开始到这一时刻,电压首先基本保持在3V 左右,大约在2.5MS 处电压迅速上升至6V后,电压有一个很短的下降过程。短路结束t3时刻(约4ms处),此时电压由短路时的6V左右猛然上升到25V以上。小桥的缩颈和爆断是两个完全不同的物理现象,尽管两者之间有联系,时间上也非常接近,但必须把它们区分开,因为当液体小桥爆断、电弧再引燃时,电弧电压才出现陡升,此时刻对于判断液体小桥是否产生缩颈已无意义,但对于熔滴过渡是否结束的判断还是十分有效的。该研究检测的是短路前期的熔滴短路t0时刻和小桥缩颈即将爆断t2时刻以及短路结束的t3时刻。
2 co2的检测和引弧短路区分
焊接电压输入到短路检测电路后,检测电路要及时检测熔滴与熔池的接触时刻。通常有2种情况存在:一是熔滴短路,它是焊接完全正常时电压由25V左右陡降到5V 左右;二是在焊接刚开始或者在焊接过程中断弧以后再引弧时才有的,此时电压由65V 左右陡降至5左右,此时如果降低焊接输出电流,会导致熄弧。
在实际焊接实验时,难以抓到空载、燃弧、短路同时存在的情况,因此在此采用ORCAD9.1 进行了仿真,如图3所示。
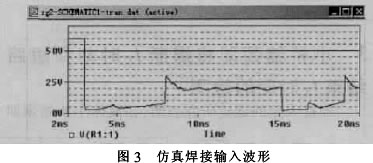
图中第一个周期2-3MS期间是空载阶段,电压在65v 左右;3-8ms为短路阶段,此为引弧短路;8-15是燃弧阶段。第二个周期中15-18ms为正常熔滴短路阶段。针对短路过渡的特点,设计的电路必须满足以下要求:a. 正确区分引弧短路和熔滴短路;b. 发出的信号应是单片机能够接受的数字信号;c. 具有一定的抗干扰能力。
短路前期熔滴短路的检测电路如图4所示。
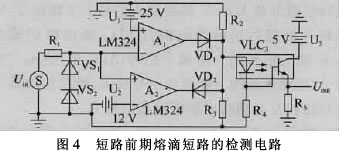
输入信号经过稳压管限幅,为使集成比较器能正常工作同时不影响波形检测,将空载电压值限制在28V 内。限幅后的电压信号输入窗口比较器(由2个LM324比较器A1和A2组成),比较器的输出为检测电路的输入。因短路电压一般不超过10V,燃弧电压在17-25V之间,而空载电压超过30V,设计比较器的两个给定电压值U1和U2分别为12V 和25V。当被比较的信号Uin位于门限电压之间时(U1<Uin<U2,焊机正常焊接),输出为高电位;当Uin不在门限电位范围之间时(Uin>U2或Uin<U1焊机开路、短路),输出为低电位。
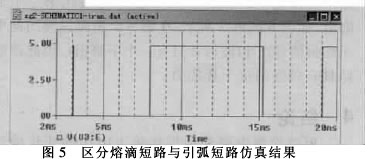
从图5中可知,15.2ms处的下降沿为熔滴短路to时刻的检测信号。图4 中在3ms 处的电压波形为引弧短路过程的模拟。由于短路前后弧焊电压分别为65V、5V,所以弧焊电压从50V过渡到5v的过程中处于25-12V之间的时间很短,造成检测电路的输出脉冲很窄,因此很容易去掉此尖峰脉冲,实现对引弧短路的区分。该研究选择用软件滤掉这一干扰脉冲:检测到上升沿后,若高电平持续1ms 以上检测到的下降沿为t0时刻检测信号,否则为短路引弧过程。
该电路能够准确检测到t0时刻(输出波形的下降沿15.2ms处),同时将熔滴短路与引弧短路明显区分开来,具有很强的抗干扰能力,完全可以在实际焊机中使用。
3 小桥缩颈即将爆断t2时刻和短路结束t3时刻的检测
经过大量的试验研究表明:在液体小桥缩颈即将爆断时,除电弧电压的一阶微分、二阶微分信号品质较好外,其余信号均因品质一般或太差而无法利用。采用一阶微分和二阶微分联合的检测电路原理图如图6所示。
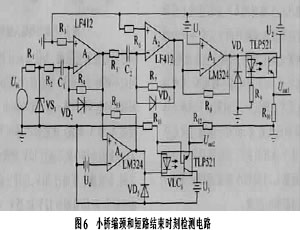
由于短路电压一般都小于10V而燃弧电压一般在17-25V 之间,为去除干扰保证电路正常工作,首先用稳压管VS1把输入信号Uin限制在12V以内,然后经微分放大器A1捕捉输入信号的下降跳变,经比较器处理后送给光电耦合CLC6隔离得到输出Uout2。输入信号的一阶微分信号(A1输出)经A2二阶微分,把缩颈处的下降跳变信号放大,经过比较器A3进行比较及光耦输出形成输出信号Uout2。
图7为实际焊接实测波形。通过综合观察检测电路的输出Uout1、Uout2可以看出熔滴过渡过程中的不同关键时刻。Uout1的第一个下降沿是短路的开始时刻t0;Uout2上升沿为短路结束时刻t3;当波形3处于低电平时,延时200us后查询波形2的状态,查到的下降沿为小桥缩颈即将爆断时刻t2。
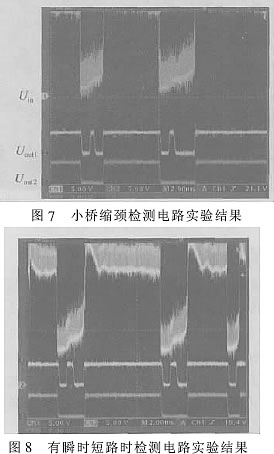
另外,由于短路时间小于1.5ms时,焊接电弧并没有明显的缩颈过程,在这种情况下,若发出缩颈控制信号使电源输出电流减小,则可能造成断弧。该电路对输入电压的下降跳变很敏感,但对短时短路不会检测到缩颈信号即!Uout1不会输出第二个下降沿。如图8波形2所示,在第三个短路过渡周期中无缩颈信号产生(波形2只有一个下降沿)。因此该电路具有较强的抗干扰能力。
4 结论
短路检测电路利用焊接输出电压的变化确定熔滴短路的状态和时刻,该研究所采用的电路可准确检测短路前期熔滴短路t0时刻、小桥缩颈即将爆断t2时刻和短路结束t3时刻,并具有较强的抗干扰能力,为研制波形控制逆变式co2焊机奠定基础。
|
