田松亚,龙火军,匡方明
(河海大学机电学院,江苏常州 213022)
摘要:采用光耦6N136 对电弧电压进行隔离,得到了失真很小的弧压信号,设计了短路检测电路和缩颈检测电路,并在缩颈检测电路中加入削波电路,成功地消除了燃弧电压对缩颈检测电路的影响。通过实际焊接试验,验证了所设计的短路检测电路和缩颈检测电路是成功的。
关键词:短路检测;缩颈检测;光耦隔离;微分电路
前言
CO2气体保护焊常采用短路过渡形式,广泛应用于中、薄板钢结构的焊接和全位置焊接的场合。但CO2气体保护焊由于其自身的特点,短路过渡过程中存在两个缺点:一是飞溅较大;二是焊缝成形不理想。很多资料认为飞溅产生的原因主要是由于短路初期发生瞬时短路和短路末期液桥金属发生汽化爆炸引起的。因此在对短路过渡过程的控制中,准确检测短路是否开始或是否结束,即对短路初期和短路末期进行检测是至关重要的。文献[1]中指出:检测到短路信号后,减少焊接电流至10A 并维持0.75ms;用du/dt 信号检测到短路末期夜桥缩颈后,减小电流至50A。目前,通过在短路的初期和末期减小焊接电源的输出来控制飞溅已成为一种共识。
但是,CO2焊短路过渡过程的负载变化非常剧烈,存在一定的瞬态短路,同时弧压信号中还存在着大量的毛刺,这些将对正常的短路检测和缩颈检测造成很大的影响。因此要将其加以滤除,以便及时准确地检测到短路信号和缩颈信号。
一 信号源的获取
短路信号检测电路和缩颈信号检测电路都是以弧压为基础进行设计的,而焊机输出电路是主电路中的一部分,不宜直接作为信号源,必须隔离。设计选用线性度好、响应速度快的光耦隔离器来获取弧压信号。所获取的弧压信号与焊机输出电压有很好的对应关系。
图1是使用光耦6N136测试的特性曲线。
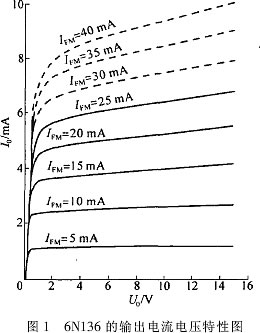
它的导通时间很短,只需几纳秒,完全满足系统响应速度要求十分苛刻的焊接控制系统。从图中可以看出,6N136具有很好的线性放大特性,其线性工作电流范围比较宽,约为0-25mA。光耦内部的发光二极管的导通电压为1.2V 左右,光耦隔离电路如图2所示。
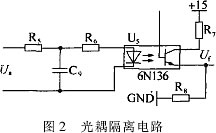
图2中,ua是焊机输出电压。该电压经过由R5、C9组成的低通滤波回路滤波后送入光耦(6N136R5、C9较小),经过快速光耦隔离后的信号
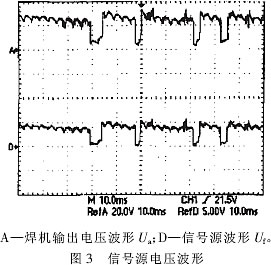
uf作为短路检测和缩颈检测的信号源。光耦的输出电压范围由给定电压(本电路的给定电压为+15)、R7、R8确定。通过调整R5和R6的阻值可以改变输入信号UA的线性工作范围,从而得到满足要求的uf。图3是实际测的输出电压ua和uf波形。从中可以看出,ua与u[html<sub>f</sub>[/html]具有很好的对应关系,没有出现明显的失真,这说明设计的隔离电路是成功的。
2 短路信号获取
短路信号是通过对电弧电压进行检测来获得的。当电弧电压小于某值(约13-15V)时,认为处于短路状态,否则是燃弧状态。短路检测电路要及时准确地检测到熔滴与熔池的接触时刻,并具有一定的抗干扰能力,能消除瞬态短路对正常检测信号的影响,同时要求在一个短路过渡周期中只能出现的一个短路信号。根据这些要求设计的电路如图4 所示。
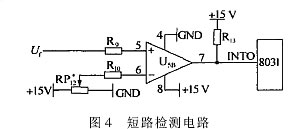
图4中Uf是从图2中得到的信号源,RP*12的作用是给定短路检测电压阀值。当电弧电压高于短路阀值电压时,比较器U[html]<sub>5B</sub>[html]的7 脚输出高电平;当电弧电压低于短路阀值电压时,输出低电平,向cpu 申请中断。短路阀值电压越高,越容易检测到瞬态短路信号;相反,检测到瞬态短路信号的可能性越小,但不可过低,过低有可能丢失正常短路信号。在此选取短路阀值电压8.6v,图5是实际焊接时检测到的短路信号。
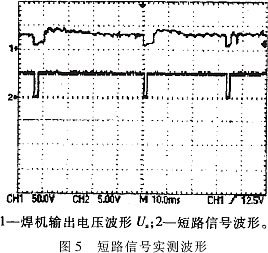
从图5中可以看到设计的电路能够及时准确地检测到短路信号,但并不能彻底地排除焊接过程中可能产生的瞬态短路对短路信号的干扰。通常正常短路时间不小于1.5ms。为此还采用软件对瞬态短路现象加以滤除。即在检测到短路信号后,降低电源输出,经过一定的时间后,查询U[html]<sub>5B</sub>[html]的7 脚的输出是否还为低电平。若是,则短路是正常短路,调用正常的短路波控子程序;否则为瞬态短路,调用燃弧控制子程序。
3 缩颈信号的获取
短路后期,液桥被压缩至很细的状态,熔滴主要依靠表面张力的作用过渡到熔池中。液桥状态的检测主要依靠对缩颈处电阻变化状态的检测,一般采用电流一阶微分法、电压一阶微分法或电压二阶微分法。在此采用电压一阶微分法,电路图如图6所示。
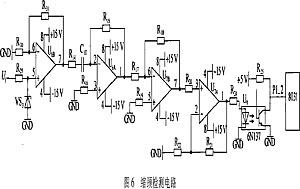
图6中,U[html]<sub>f</sub><!--endhtml-->是从图6中得到的信号源。从图6中可以看到信号源U[html]<sub>f</sub><!--endhtml-->中含有燃弧和短路2个阶段的信号,燃弧阶段的信号对于缩颈检测电路来说是多余的,并可能对缩颈检测电路产生干扰,因此有必要将燃弧电压去除。图6中同相放大电路之前使用稳压二极管VS3起到削波作用,即将燃弧电压滤除,只保留短路阶段的电压。另外,由于微分信号太弱,不能驱动快速光耦6N317,因此在微分电路之后加了两极放大电路。当缩颈时刻到来时,光耦6N317 输出低电平,并送至!8031的P1-2。只有在正常短路时cpu才会查询p1-2的电平,并根据所查询的结果执行相应的程序;发生瞬态短路时,虽然6N317 也会产生缩颈信号,但在短路情况判别时已经被剔除,因此CPU不会对其做出响应。实际测得的缩颈信号波形如图7所示。图8是图7中37.5-62.5 的局部放大图。
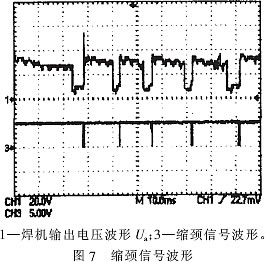
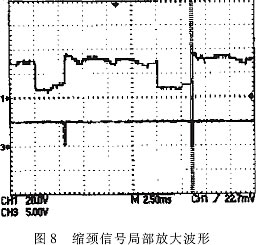
液桥从缩颈开始到破断只有150us 左右678。从图8可以看到缩颈信号在液桥破断前的200-300us检测到。这对焊接电源动态性能较差的焊机来说,及时降低短路末期电流,减少飞溅是很有意义的。
4 结论
a 焊机输出电压经过快速光耦6N136隔离后,得到的信号与焊机输出电压具有很好的比例对应关系,可作为短路检测电路和缩颈检测电路的信号源。
b 对电弧电压进行一定的无源低通滤波后,能够有效地消除弧压信号中的毛刺对检测电路的影响;同时选取适当的短路电压阀值可以有效的消除短路过渡过程中可能产生的误信号。
c 对缩颈检测电路的信号源进行削波可以有效的消除燃弧电压对缩颈检测电路的影响;对一阶电压微分信号进行必要的放大,可以及时准确的检测到短路缩颈信号。
|
