�ž���(ɽ�����������������ι�˾,ɽ���鶴��041606)
0��ǰ����
�����ҹ�˾�����������õ���̼���ˮ��Һȫѭ��������,1#�����ɴ��������ػ�������,���ڳ����17mm,����ΪXCrNiMo18-12(MoD)�����������ڵ�������,�ֲı�����γ�һ�����ܼ��͵�����Ĥ,�Լ��Һ����Һ�н�ǿ����ʴ����,���15MnVgC�ְ塣���ھ�1400mm,�ܱں�120mm,�ܸ�26320mm,����ѹ��21.6MPa,�����¶�190��,����Ϊ���غͰ��������,1989��7��Ͷ������ʹ�á�
����2003��5��16���������ʱ����,8������֧����ʴ����,�Ҵ��������ϵ�֧�ź�ȳʼ�������,�������10mm,�����ܳ�ˢ�̶�Ҳ�����ԡ���������Ͳ��������̽�˼��,�����жദ�������δ���������ӡ�������ȱ��,��6�����7�ں��ӻ��촦��һ����Լ15mm����Լ0.3mm��ϸС���ơ����ڴ������,����ָ�Ӳ�������ȱ�ݽ��г��״�����
1������ȱ�ݵ�ԭ�����
����1.1����ʴ��������[CO(NH2)2]�ĸ�ʴ��Ӧ��������,���������صĸ�ʴ�����������칹�����������,����������������������ġ���Ӧ����ʽΪ:
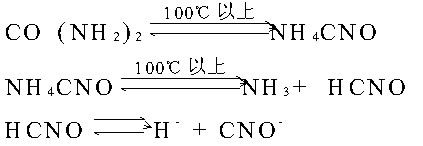
���ɵ�CNO-�Խ������������Ĥ����ǿ�ҵĸ�ʴ���á������ײ��¶�Ϊ175��183��,�в��¶�Ϊ180��188��,�����¶�Ϊ183��190��,�������ظ�ʴ���γ����������ڼ��ʱ����,�����ڱ�����ɫ����,�������������������С��,���ִ�����Ӳëձ�о�,���Զ϶������Եľ��ȸ�ʴ������֧���������ط�Χ��,���ܵ����ؾ��ȸ�ʴ��ͬʱ,Ҳ�ܵ���ʴ�����������ϵij�ˢ��ʴ,���ʹ֧����ȼ�����
����1.2�����Ʒ���
����������Ͳ�����̽�˼��������,���庸��ĺ��������ϲ�,���ӻ��ӡ��ɽ���������߾������˱�,����������������ȱ��,�豸ԭʼ��������Ҳ֤������һ�㡣������Ͳ���6�����7�ں��ӻ��첻����߳���3.5mm,���Һ����ڴ˴��ѻ���ɾֲ�����,�ƻ��˺�������,ʹ�ô�š��ƫ��,�γɹ��ߵļ���Ӧ��,���ܵ��ʵ�����������,�����ײ�����,��������չ�����ơ�
2������֧���Ĵ���
����2.1�����ӹ�����������
�������ij������ΪXCrNiMo18-12(MoD),�൱���ҹ����ֺ�00Cr18Ni12Mo2Ti�����г��ϲɹ�����ͼֽ��Ҫ��ĸְ�,���������仯ѧ�ɷֺ���ѧ��������Ľ��ڸְ����֧������,ѡ�ú���BM310Mo��L����ֺ���,������ģ���ֳ����ӹ����������顣������ϸ�Ļ�����,�ƶ������ϸ���ֳ�ʩ�����ӹ��ա�
����2.2���ֳ�ʩ��
����ԭ����֧���������,��֧����ʴ���ء����ż��������ڲ����˲�λ����������ԭʼ״̬�����ڰ�ȫ�ȶ���ԭ��,���Ǿ�������ԭ֧��,�ڿ���ԭ֧��λ�õ�ˮƽԲ�����������麸��֧����
�������ȶ�ȷ����ʩ����λ����������ĥ,ֱ��¶��ԭĸ�Ľ�������,���ñ�ͪ����ˮ�ƾ���ϴ,����øɾ��İײ��⡣ѡ��BM310Mo-L����,���Ϊ��2.5mm,�濾�¶�150��200��,����2h������ʱ,�ú����ڱ���Ͳ��,�溸��ȡ��ʩ��ʱ����֧�����ӵ�������������(���������������֧������ȼ�绡),�������ƶ���֧����������ɵ��¿��ڽ��к��ӡ���������ULF-400ֱ���͵纸��,���ӵ���75��80A,���ӵ�ѹ16��18V,���ӷ������ÿ���������,�����������ҩƤ,��������JB4730-94 ������
����2.3����ϴ�ۻ�
���������ñ�ͪ����ˮ�ƾ���ϴ,ȥ�����켰�丽��50mm��Χ�ڵ�����,���������Ϊ34%����ϴҺ��ϴ����ϴ���졣��ϴҺ�䷽Ϊ:Ũ��65%��68%���ܶ�1.43g/cm3������1kg,�ܶ�1.16��1.18g/cm3��������0.575kg,����ˮ3.3kg����ϴҺ��ϴ��,���ô����Ļ�ѧ��ˮ��ϴ����̪��ֽ��⺸�����������Ϊֹ,��ˮ��Cl-����ҪС��2��10-6��
������ϴ�ϸ��,�öۻ���Ϳ�ں��������,�ۻ����䷽Ϊ:Ũ��65%���ܶ�1.43g/cm3������64kg,��ʯ��0.10kg,����ˮ40kg���ۻ�ʱ��Ϊ1h���ۻ����ô����Ļ�ѧ��ˮ��ϴ,ֱ���������û������Ϊֹ��
3�������������ƴ���
����(1)�������ý���ĥ�����ĥ�ɾ�,��C-JEA ��MT�豸̽��,�Ż�ʱ���3s��
����(2)�ɳ��й�¯ѹ������D2��7J��Ŀ�ϸ�֤�ĺ���ʩ����
����(3)SMAW��J557/��3.2,���ԡ�DCEP,���ӵ�����120��130A,���ӵ�ѹ��22��24V��
����(4)��ǰԤ���¶�Ϊ150��180��,���Ӳ��ö�����ĺ��ӷ���,����¶�250��,����������ĥ����ĸ��Բ�����ɡ�
����(5)��TM��902C���Ĵ�ʽ�մɵ�����������Dz��������¶ȡ���ǰ�����Ի�������ȦԤ��,���·�Χ�Ժ���������Ϊ��,�����150mm���������Ȼػ�,15MVR���ȴ����¶�Ϊ565��15��,������300������ʱ,�����ٶ��˿�����60��80��/h,����ʱ��1h;����ʱ,�����ٶ��˿�����30��50��/h,����300�����¿���Ȼ��ȴ��
������100%MT,��JB4730��94������, ���ϸ�
4��ˮѹ����
����������Һ��ͨ����ѹ��ϴˮ�ܵ�����������ˮ,������ע��ˮ��,�º�ä��,�ø�ѹ��ϴ�ü�ѹ����ѹ�ݶ�����Ϊ5MPa��10MPa��15MPa��19MPa��23MPa��ÿ��ѹһ���ݶ�,��Ҫ��ѹ10��15min,ͬʱ��������������Ѳ�ؼ��,��δ��������,�ٽ�����һ���Ρ�����ѹ��23MPaʱ,��ѹ15min,�������й©����,��������й©���ޱ��Ρ����쳣����,�ٽ���19.6MPa,�����㹻����ʱ��,��������桢�������¡��ܵ������������š����洦���м��,��δ���ֳ�������Ƥ��й©��,����Ϊ��ѹ�ϸ�
5���ᡡ��
����(1)���غϳ�������������ϵͳ�ĺ����豸,�ҹ�˾���õ�1#��2#���غϳ����Ѱ�ȫ�ȶ�����14��,���������ǿ���ճ����;����豸ά�����ܲ��ɷֵ�,������ȱ��һ������,���뽫�䴦������ѿ״̬�������ҹ�˾�������������������ݱ���:�����е���������0.07��10-6,������������;�����е��������ﵽ0.20��10-6,������������;�����е��������ﵽ0.30��10-6,���������ͣ�����������1#���غϳ�����2003��6��20��Ͷ����������,�����е�����������ֵΪ(0.065��0.068)��10-6,֤�������dzɹ��ġ�
����(2)ʵ��֤��,�˴�XCrNiMo18-12(MoD)���ϵĺ��ӹ�����ʵ����,������ҹ�˾�豸ȱ�ݵĺ��Ӵ���ˮƽ,Ϊͬ��ҵ�ṩ��һ���ľ���ͽ����
|
