|
摘 要: 研究了Al对药芯焊丝CO2 气体保护焊熔敷金属成分的作用。结果表明,在CO2气保护条件下的焊接过程中,药芯中的Al对合金元素Si、C的还原均具有极大的促进作用。并且随着药芯中Al的含量增加,其Si、C的还原加强。Al虽然促进Mn的过渡,但不能完全抑制其氧化损失。分析表明,含Al药芯焊丝Si的还原在熔滴反应区与熔池反应区几乎具备同样的热力学条件,而C的还原则主要发生在熔池反应区。因此,延长熔滴反应区的时间,一方面,将加强Si的还原。另一方面,由于Al向熔滴过渡得以加强,也将促进随后熔池反应区C的还原。
关键词: 药芯焊丝; CO2气体保护焊; 熔敷金属成分; Al的影响
中图分类号: TG422 文献标识码: A 文章编号: 0253 - 360X (2005) 06 - 54 - 03
0 序言
气保护药芯焊丝的熔敷金属成分通常受各种因素的影响,如保护气体与药芯本身的氧化性对C、Mn元素的过渡行为影响较大[ 1 ]等。由于Al具有十分优秀的脱氧、脱氮效果,加上焊缝金属适量的氧化铝可让氧化钛在其表面形成薄膜而促进韧性组织针状铁素体的生长[ 2 ]等,因此,在进行药芯焊丝的药芯配方设计时, Al常常作为重要的药芯成分来考虑。然而,由于Al是铁素体形成促进元素,过量的Al将促进焊缝金属形成粗大铁素体组织而使得其塑、韧性恶化。在这种情况下,需要奥氏体形成促进元素来平衡。药芯中Al的加入,对熔敷金属的奥氏体形成促进元素如C、Mn和铁素体形成促进元素Si等的最终含量影响甚大。文中就这种影响进行分析。
1 试验材料及方法
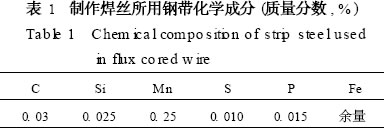
试验用气保护药芯焊丝在药芯焊丝轧制设备上制造,直径为1. 6 mm。制作焊丝所用钢带化学成分见表1。
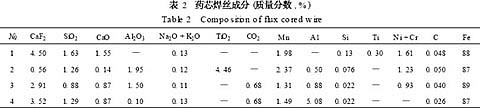
综合考虑药芯配方与实测填充率, 所得试验用4种气保护药芯焊丝成分见表2。其中№. 1是药芯不含Al的焊丝, №. 2为含Al的钛型焊丝、而№. 3№. 4是为研究Al的影响而设计的含不同Al量的药芯焊丝。
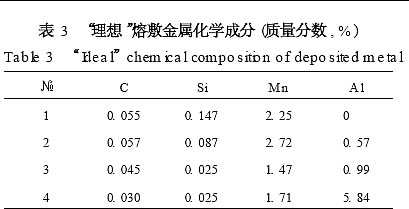
根据表2,假设在焊接过程中不发生任何氧化还原反应,也不发生明显的元素过渡损失,所得的熔敷金属的C、Si、Mn和Al应该如表3所示,可称之为“理想”的成分。
按GB /T 17493―1998《低合金钢药芯焊丝》标准的要求,焊丝熔敷金属化学分析试块在平焊位置多层堆焊而成。堆焊用试板为连铸12MnCrNi钢板,其化学成分(质量分数, % ) 为C 0. 11、Mn1. 02、Si 0. 48、S 0. 005、P 0. 014 、Ni 1. 16、Cr 0. 40、Mo 0. 12及V 0. 03。焊丝在CO2气体保护下堆焊。其统一的堆焊工艺参数是I = 200 ~220 A,U = 23~24 V及保护气体流量为25 L /min。每个堆焊试块的尺寸为80mm ×30 mm ×16 mm,堆焊熔敷金属厚度为17~20 mm 。按标准要求对熔敷金属取样并进行化学分析。取样处至堆焊金属母材面的距离至少10 mm。
2 试验结果
试验用4 种药芯焊丝熔敷金属化学成分见表4。
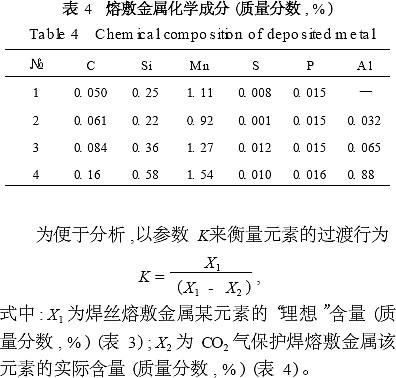
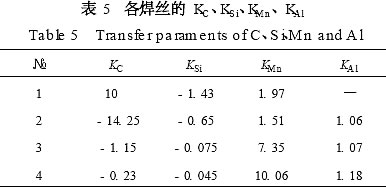
显然,参数K只可能≥1和≤0,参数K≥1时,发生元素过渡损失,其数值越接近1,损失也就越大(若K = 1,为元素100%烧损的极端情况) ;而参数K≤0,则说明在电弧气氛中发生了还原反应,且越接近0,还原反应越显著(若参数K = 0,则某元素完全由还原反应产生) 。试验各焊丝的C、Si、Mn、Al元素的参数KC、KSi、KMn、KA l见表5。
试验结果表明,焊丝药芯中的Al对熔敷金属的合金元素含量有如下影响。
(1) 对C、Mn的作用(见表5) 。焊丝中的Al促使熔敷金属产生增C。并且随着焊丝中的Al含量增加,其增C越来越显著,表现为KC 越来越接近0。C是奥氏体形成促进元素, C的增加,对平衡熔敷金属中过量的Al是有益的。Mn也是奥氏体形成促进元素,而由表5可知,随着焊丝含Al量的增加,KMn越来越大,这表明Al对Mn的过渡有促进作用,
但还不能完全抑制Mn的氧化损失。
(2) 对Si的作用(见表5) 。对于无Al的№. 1焊丝,在焊接过程中发生了一定程度的还原。而对于含Al的№. 2、№. 3、№. 4焊丝,其熔敷金属发生了不同程度的渗Si,尤其是随着焊丝含Al量的增加, Si的还原越来越显著,表现为KSi越来越接近0。经估算, №. 3、№. 4 焊丝的药芯中分别有78%和89%的SiO2 发生了还原。
顺便指出,焊丝中Al的KAl均接近1,表明其烧损极其显著。
3 分析讨论
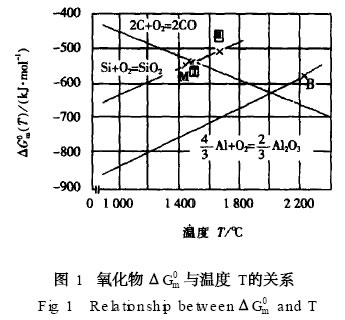
由试验结果,在CO2气体保护的条件下,通过焊接过程,药芯焊丝药芯中Al极大地促进了C、Si的还原。由相关氧化物生成自由能―温度图[ 3 ](图1)可知: (1)在任何温度条件下,Al均可作为Si的还原剂。因此,无论是在熔滴反应阶段,还是在熔池反应阶段Al均促进Si的还原,而且几乎具有同样的反应推动力。然而,从动力学的观点出发,温度越高,物质扩散加剧。所以,相比之下,在熔滴阶段Al更能促进Si的还原; (2)对于C来说,低于2 000 ℃才具备Al作为C的还原剂的热力学条件。一般认为,熔滴反应区的平均温度在1 800~2 400 ℃,而熔池反应区的平均温度在1 600~1 900 ℃[ 4 ] 。因此,有理由认为,Al促进C的还原主要发生在熔池反应区。然而,在熔滴反应区,Al的过渡将是关键,如果在这个反应区没有足够的Al的过渡,在随后的熔池反应区将不能有足够的Al来促进C的还原。换句话说,如果熔滴的存在时间延长或温度提高,将加强Al的过渡,在随后的熔池反应区也就能加强C的还原。而这样做按照上面的分析对Si的还原也将有促进作用。
为了证实这一点, 将一药芯含Al 的直径为1. 2 mm的TiO2 - CaF2 型药芯焊丝在同样的CO2气保护条件下以两种不同焊接参数堆焊后取样进行C、Si元素分析。两种不同的焊接参数分别是I =280A、U = 24V与I = 240A、U = 28V,CO2气体流量统一为25 L /min。显然,在焊接速度相同的情况下,两者的热输入量一样,然而,后者的电弧长度比前者长,熔滴的存在时间得以延长。试验结果是,前者的
含C 量为0. 045、含Si 量为0. 17 (质量分数, % ) ,而后者的含C量为0. 072、含Si量为0. 25(质量分数, % ) ,后者的含C量、含Si量比前者均明显提高。证实了前面的分析。
4 结论
(1) 药芯中的Al对合金元素Si、C的还原均具有极大的促进作用。并且随着药芯中Al的含量增加,其Si、C的还原加强。Al虽然促进Mn的过渡,但不能抑制其氧化损失。
(2) 含Al药芯焊丝Si的还原在熔滴反应区与熔池反应区几乎具备相同的热力学条件。而C的还原主要发生在熔池反应区。故延长熔滴反应区的时间,一方面,将加强Si的还原。另一方面,由于Al向熔滴过渡得以加强,也将促进随后熔池反应区C的还原。
|
