|
3 AC1820A的软硬件设计
要正确使用AC1820A,必须同时保证硬件电路的正确连接和软件编程的正确无误。
3.1硬件设计
电弧传感器送出的位置信号以及转速信号经过限幅、整形、离等信号调理电路后分别接入AC1820A数据采集卡P1口的12脚和2脚,这样位置信号作为A/D采集的触发信号,而速
度信号接入模拟通道1以保证采集的起始位置相同。焊接电流信号经过霍尔传感器转换为0~5V的电压信号经线性隔离电路后接入AC1820A的P1口的1脚,即模拟通道0。P1口的3~9脚相连并接地,对应焊接电流的模拟地。10、11、13脚悬空,14~22脚相连,同时将22脚和25脚(数字地)连接,对应位置信号地,同时也是速度信号地。位置、速度的信号调理电路如图4所示。线性隔离电路如图5所示
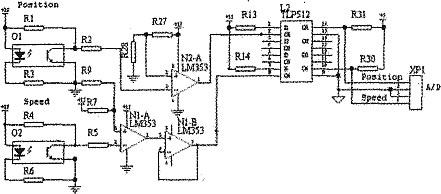
图4位置、转速信号调理电路

图5焊接电流隔离电路
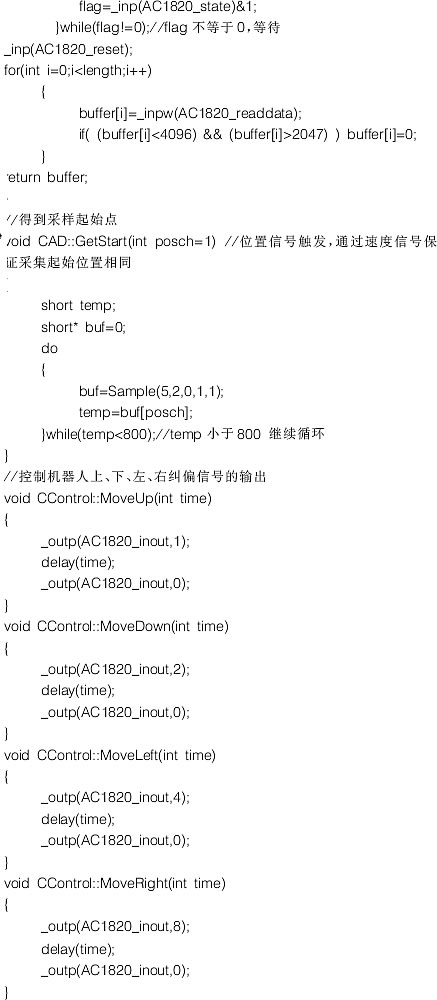
由于AC1820A自带了8入8出的开关量D/O,因此可用于纠偏信号的输出,将控制机器人上、下、左、右、运动的纠偏信号分别接入AC1820A的P2口的11~14脚,这样A/D采集卡送出的纠偏控制信号经过隔离、放大后送入机器人内部接口。
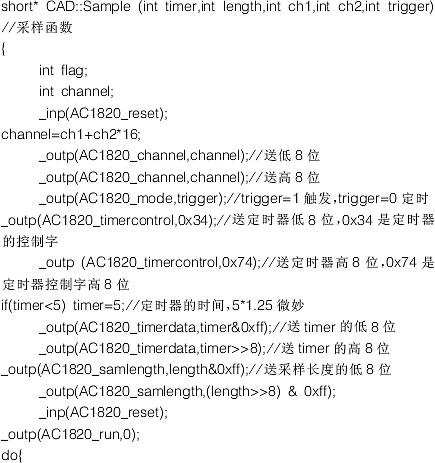
3.2 软件设计
与AC1820A相关的部分源程序如下:
该系统已经实现,实验证明使用效果很好。
参考文献
1 AC1820A使用手册,W&W LAB,2001.10
2 熊震宇,旋转电弧传感弧焊机器人焊缝纠偏智能控制系统[D],南昌大学博士论文,2002 |
