朱 海1 , 高秋梅2 , 周 君3 , 孙忠民3 , 潘 毅3
(1. 东北林业大学, 黑龙江哈尔滨150040 ; 2. 哈尔滨龙飞焊接设备有限公司, 黑龙江哈尔滨150080 ;3. 哈尔滨焊接研究所, 黑龙江哈尔滨150080)
摘要:介绍了一套对焊钻杆回火热处理自动控制系统。该系统对回火过程的升温和保温全过程实现自动控制。温度检测采用固定式光纤红外测温仪,通过控制中频电源的功率,使温度控制精度达到±℃。
关键词: 可编程序控制器;对焊钻杆;热处理
采用摩擦焊接工艺将新接头与旧管体对焊是目前各个油田均采用的钻杆修复技术。许多油田采用了哈尔滨焊接研究所新研制的摩擦焊形变热处理技术和设备焊接钻杆接头,该设备通过控制摩擦焊焊接过程中的形变,利用焊接余热在焊机上完成淬火,焊后只对焊接接头进行回火处理。生产中发现,焊接和机上淬火过程已通过微机监控系统实现精密控制,保证了质量;而焊后回火工艺过程控制还很落后。回火是否充分将直接影响焊缝的组织、硬度和韧性,最终影响钻杆的疲劳性能和使用性能。
为此,开发了钻杆中频回火热处理自动控制系统。该系统对焊缝区的升温和保温全过程实现自动控制,克服了由于手动调节中频功率造成的不稳定性,在电源波动、环境温度等外界条件变化的情况下,仍能达到设定温度和控制精度。同时还降低了劳动强度,增强了系统的稳定性和可靠性。温度、加热功率、保温功率和控制时间在一定范围内可调,为探索不同产品的****工艺参数提供了有利条件。
1 系统结构及硬件配置设计
系统结构框图如图1。
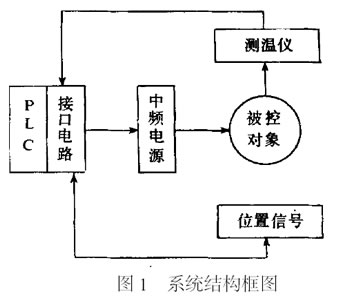
1.1 中频电源
根据热处理工艺要求,选取2 500 Hz、100 kW中频电源,该电源输出功率为5~100 kW,连续可调,以满足低功率保温和输出功率连续调整的需要。在中频电源内还设计了与PLC 的接口,开关量信号为24 V 电压。
1.2 测温仪
由于钻杆在加热过程中,被加热部分有很强的电磁场,而且钻杆在热处理过程中一直处于旋转状态,因此不宜采用接触式测温装置。选用美国Ray2tek Thermalert GP 系列定式红外测温仪。该测温仪由显示表和传感头2 部分组成。显示表包括印刷电路板、微处理器、控制开关及电源。显示表有2 个可调温度开关来控制触发机构或报警器。为适应连续闭环控制的需要,测温范围选取200~1000℃,测温精度为±1%,重复精度小于±0.5%,响应时间为300ms。
1.3 PLC及接口电路
控制器选用OMRON 系列可编程控制器(PLC) 。接口电路包括继电器板、接线端子板、IPO 开关量接口板,用来连接PLC 与执行机构和测温仪。24 V 开关电源和交流稳压电源,为系统提供稳定的交直流电压。
2 控制方案设计
2.1手动控制
手动控制用作设备调试和处理应急情况。设备的每个动作均有相应按钮通过PLC 独立控制完成。
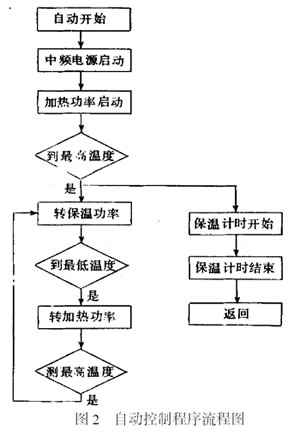
2.2自动控制
正常运行时采用自动控制方式。首先设定好热处理工艺参数值,然后通过控制面板上的相应按钮,将钻杆送入指定位置,按下自动按钮,设备按图2程序自动完成钻杆的热处理工艺。程序的主要功能是中频电源启动,加热钻杆,当钻杆的加热区加热到高温点时,GP表发出信号给PLC,PLC控制中频电源,转到保温功率,同时给计时器发信号,开始计时;当被加热区温度降到低温点时,GP表发出信号给PLC,PLC控制中频电源转到加热功率再次加热钻杆;这样反复加热、保温直到计时器设定的时间到,完成对焊接接头的回火热处理。
3 使用情况
3.1 工艺参数设定
对石油钻杆焊缝区进行中频回火时,有5个工艺参数,即,加热功率,保温功率,最高温度,最低温度,保温时间。这5个参数的设定是由钻杆的规格、材质等决定的。对< 127mm(5英寸) G105 钻杆,其加热功率为20 kW;保温功率为13 kW;最高温度为700℃;最低温度为690℃;保温时间为360s.
3.2 控制结果
在5个工艺参数中,加热功率和保温功率是很重要的2个参数,过大或过小都会影响温度控制精度。因此,对于任一规格的钻杆,需经过反复试验,确定合适的功率,才能保证加热温度的精度及回火质量。在自动循环过程中,观察温度的变化,当温度达到设定值时,中频电源都即时在加热功率和保温功率之间切换。在计时开始的2min内,由于工件处于冷态,焊缝区未形成稳定的温度场,因此加热和保温转换较快,之后随着焊缝区逐渐形成稳定的温度场,加热和保温转换时间延长,直至在保温功率下,焊缝区温度恒定在某一温度上,此时温度波动小于±0.4%。
4 结 论
该控制系统在中原石油管理局钻井管具工程处近1a 的实际运行表明,各项性能指标都达到了设计要求,试验证明,使用该技术提高了焊缝处的机械性能,使冲击韧性达到50 J 以上,满足了深井钻探的需要。该技术不仅提高了钻杆修复的技术水平,也适合空心抽油杆和实心抽油杆生产、修复的热处理。 |
