席光峰,邹增大,韩彬,曲仕尧,王新洪,王育福
(山东大学材料科学与工程学院,山东济南250061)
摘要:介绍了双电极焊条单弧焊工艺,研究了双电极石墨型堆焊焊条。由于石墨型焊条药皮中含有大量的石墨与合金元素,焊条药皮具有导电性,在对石墨型双电极焊条施加电压时,焊条易被击穿。因此,重点研究了双电极之间电阻及焊芯间距对双电极焊条电弧形态、电弧电压及对焊缝成形的影响。试验采用云母片作绝缘剂,用水玻璃粘接。试验结果表明,对于药皮重量系数为58.7%的#2×φ4 mm石墨型双电极焊条,在两芯间距为1.4-1.7mm,焊接电流为180~220A的工艺条件下进行焊接,焊缝成形、力学性能较好。
关键词:石墨型双电极堆焊焊条;单弧焊;两芯间距;绝缘剂
多年来,各国的焊接工作者致力于堆焊焊接的研究,并取得了很大进展。像焊条电弧焊的多条焊、三相焊;埋弧焊、气体保护焊中的双丝焊,都可以不同程度地提高焊接生产率。这些方法,都是工件接电源的一极,焊条接另一极,电弧在焊条与工件之间进行燃烧。这使焊接节能、提高熔敷效率、降低稀释率、改善热影响区的性能等受到一定制约。而双电极单弧堆焊焊条焊接工艺是另一种高效节能的电弧焊方法,具有被焊工件不接电源、工件上不存在活性斑点区、熔合比小等特点,其熔敷速度高、消耗电能低,在堆焊领域有广泛的应用前景。
1 双极焊条单弧焊的基本原理
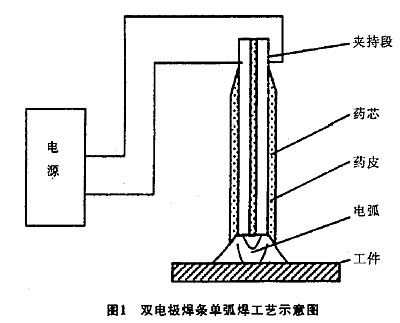
双电极单弧电弧焊工作原理如图1所示。双芯单弧电弧焊中,工件不接电源,焊条的两焊芯分别接电源的两极。电弧在两焊芯之间燃烧,形成单一电弧。电弧可以在空间的任何位置引燃和燃烧。焊接过程中对母材加热的热量主要来自熔滴和电弧,由于焊条与工件之间的距离可以在一定空间内调节,因此电弧对母材的热输入可以在一定的范围内调节,以获得不同熔合比的焊缝。熔合比较小的焊缝,工件的焊接变形和应力较小。由于电源的输出功率主要用来加热、熔化焊条,因此可以达到提高焊接生产率的目的。
由于单芯电弧焊工件作为电源的一极,必然存在活性斑点区、热量集中、局部温度很高,熔化母材较多形成熔合比大的熔池,消耗电能多。双电极焊条单弧焊则是利用焊条双电极端部产生熔滴热和电弧热,将工件熔化而进行焊接的。对母材热输入除调节焊接电流、焊接速度外,还可调节焊条离工件之间的距离。由于母材熔化量少,降低了熔合比,从而减小焊接变形和焊接应力。
2 试验材料与方法
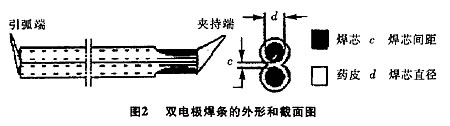
试验所用的双电极单弧堆焊焊条的外观如图2所示。双电极单弧堆焊焊条是使用特制的模子先压住半边焊条,再粘合成电极焊条,两焊芯之间相互平行且绝缘。焊接时,用特制的焊钳夹持两焊芯端部,焊钳两钳口分别与电源的两极连接。试验所用焊条药皮类型为石墨型,焊芯材质为H08A,规格为φ4.0mm×400mm,两焊芯间距1.2~2.5mm,焊条药皮质量系数为58.7%。
因为石墨型药皮含有大量的石墨和合金元素,药皮具有较强的导电性,所以解决双芯间的绝缘问题是研究的重点之一。试验是用云母片作绝缘剂!用水玻璃做粘接剂。双电极焊条中作绝缘剂和粘接剂的云母与水玻璃质量比为1:0.36, 其厚度控制在0.5~2mm之间。粘接后室温晾干,然后再300℃烘干1h。双芯之间电阻要达到绝缘要求。
采用在平板上堆焊的方法研究焊条工艺性能,双电极焊条药皮套筒端部与工件间距离为5~10mm,试验用母材为Q235钢板, 试板尺寸为250mm×80mm×20mm。焊前,用砂轮将试板表面打磨干净,防止铁锈、油污影响焊接质量。焊条应经过150℃×1h烘干。试验用焊机为ZX7-400S IGBT逆变焊机,外特性为恒流带外拖。其空载电压78~80V,试验焊接电流为160~220A。试验过程中,用高速摄影系统对电弧进行观察。
3 试验结果和讨论
3.1 两芯间距与电阻对电弧电压的影响
电弧电压是一个很重要的参数,它直接影响焊缝成形及焊接接头性能。影响电弧电压的因素很多,在其它焊接条件(药皮材料、焊接电流、弧焊电源等)一定的情况下,单焊芯焊条焊接中工件接电源的一极,主要是通过调节焊条与工件之间的距离即弧长来控制电弧电压的大小,这种调节是在焊接过程中实现的。当然为保持电弧的稳定燃烧,这种弧长的调节是有一定范围的,焊条电弧焊实际采用的电弧电压一般为25-37V。
在双电极焊条堆焊中,电弧电压同样是影响焊缝成形的重要参数,试验研究表明对于双电极堆焊焊条,两芯间电阻对电弧电压影响很大,随着双芯间电阻的增大,电弧电压相应升高。在试验条件下,双芯间绝缘电阻在100~1000kΩ能满足双电极堆焊焊条单弧焊的要求。对于石墨型双电极焊条,双芯间距也是一个十分重要的参数,随着焊芯间距的增大,两焊芯间的电阻增大;它对焊后焊条套筒形状及焊缝成形有较大的影响。本试验主要通过套筒形状及焊缝成形来确定双芯间距,如表1所示。
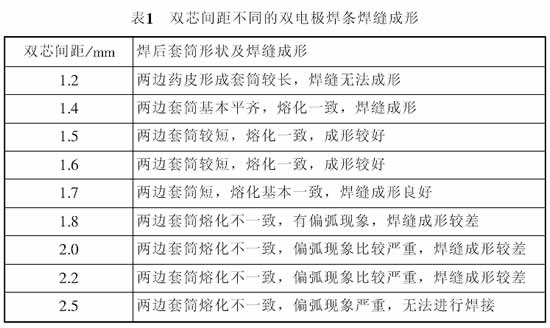
由表1可见, 两焊芯间距过小, 如双芯间距小于1.2mm时,母材吸收的热量不足以形成熔池,焊缝不成形或形成断续焊缝,而且易出现焊条药皮击穿短路现象,无法进行正常的施焊。两焊芯间距过大,如双芯间距大于2.0mm时,易偏弧,阴、阳极熔化速度不一致,也不能进行稳定焊接。因此,为了保证焊缝成形,应该合理设计焊芯间距。试验表明,为获得良好焊缝成形,两芯间距为1.4~1.7mm为宜。
3.2 焊接电流及电弧形态对焊接工艺性的影响
对于双电极焊条单弧焊,选用大小适宜的焊接电流,才能使焊接过程顺利进行,保证焊接质量。
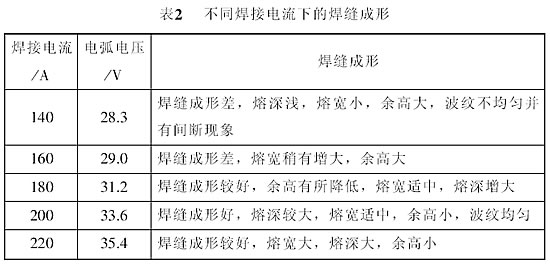
用两芯间距为1.5mm的双极焊条在Q235钢板上进行堆焊,焊条与钢板垂直,距离为5~10mm。观察不同焊接电流下的焊缝成形,如表2所示。
电弧形态对焊接工艺性影响很大,其主要影响因素是双芯间距和焊接电流。使用相同的焊接电流I=200A分别采用双芯间距为1.7mm,2.0mm的焊条空烧,用高速摄影系统观察电弧形态,见图3、4。
由图3、图4可以看出间距在2.0mm时电弧比较分散,电弧不稳定;而间距在1.7mm时,电弧稳定而集中,焊缝成形良好。
采用同种焊条,其双芯间距为1.7mm, 分别使用160A、200A焊接电流空烧,用高速摄影系统观察电弧形态,如图5,6。
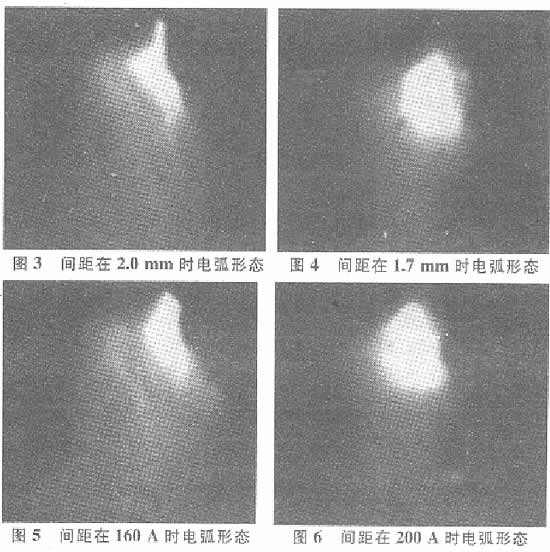
可以看出焊接电流在160A时电弧比较分散,不稳定;而在200A时,电弧稳定而集中,焊缝成形良好。
可见,焊接电流在180~220A时,间距在1.4~1.7之间能获得良好的电弧形态及焊缝成形。
3.3 熔敷金属化学成分及力学性能
焊接电流I=200A,采用D618焊条配方制作双电极焊条,堆焊4层,道间温度控制在100℃。用扫描电镜对焊缝试样进行面扫描, 表层元素中w(Fe)63.94%,w(Cr)20.51%,w(Mo)14.08%,w(Si)1.47%。
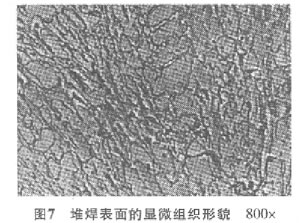
由图7可见,堆焊层的表面层主要是由胞状固溶体和分布于晶间的条状或颗粒状的碳化物组成。由于表面层的冷却速度要比底层的冷却速度快,形成的固溶体细小,而形成的晶间碳化物量较多,对堆焊层具有强化作用,堆焊层具有较高的硬度,表层硬度HRC53.4,具有较高的耐磨性。
4 结 论
(1)双电极焊条单弧焊,工件不接电源,电弧在双电极焊条相互平行且绝缘的两个焊芯之端部形成,能在更大范围内调整热输入、改善被焊工件的焊接热循环。
(2)对于石墨型双电极焊条,双芯间电阻及双芯间距是十分重要的参数,它对焊条焊接电弧电压、电弧形态及套筒形状有重要影响,并对焊缝成形也具较大的影响。
(3)对于药皮质量系数为58.7%的ф4mm石墨型双电极焊条, 在两芯间距为1.4~1.7mm, 双芯电阻100kΩ以上,焊接电流为180~220A条件下施焊,可获得良好的焊缝成形,熔敷金属的化学成分和力学性能可达到使用要求。 |
