|
所谓变极性,就是交流焊接电流输出波形的正半波和负半波可以分别独立调整(如右图1所示)。例如,MILLER的AEROWAVE 300焊机,正负半波电流可以分别在1―375A范围内独立调整。在焊机的显示器上显示的焊接电流为正负半波的平均值。如图1上图所示,钨极为负半波时电流较大,而钨极为正半波时的电流较小。这时,不但钨极烧损降到最低,电弧也更集中、熔深也较大(如图2上图),焊道较窄(如图3上图)。相反,就会增加钨极烧损,电弧发散、熔深较浅(如图2下),清理区域和焊道较宽(如图3下)。这也带来热影响区的加大,留下焊接隐患。
交流变极性TIG焊接工艺的出现,彻底的改变了传统的交流TIG焊接现状,使焊接工艺调整更加精细。MILLER公司的AEROWAVE 300型焊机,除了拥有上述优异的特性外,还可以调整交流正负半波的时间比率,使阴极雾化清理作用和熔深的配合更加精细,钨极烧损降到最小。传统TIG焊接,钨极端头为球状;变极性TIG焊接,钨极端头则为针状。这对于自动焊接更为有用。另外,AEROWAVE 300 焊机交流输出频率也可以从40HZ到400HZ调整。较高频率的交流输出,使电弧更加稳定,更加集中。这有利于减少热输入量和焊接变形。
正因为美国MELLER公司独创的AEROWAVE 300氩弧焊接有如此优异的焊接铝合金的性能,正逐步的被航空领域及航天领域的一些用户所采用。世界知名的管管焊机生产厂家,也将它用于自己的铝管自动焊接专机上。
三、600A变极性交流方波氩弧焊机问世
美国米勒AEROWAVE 300优异的独一无二的性能,达到了TIG焊铝的最高水平。但它的额定输出电流为300A(60%负载率),只满足于5mm以下中薄铝板的焊接。对于中厚铝板来说就显得力不从心了。尤其在一些生产领域,只要求使用TIG焊接工艺,且焊接电流大、时间较长,中间不得间歇,这更显示出需要大的TIG焊接电源的必要性。市场的需求促使我们萌发了对AEROWAVE 300进行改造,从而获得同等性能的大电流焊接电源的念头。
通过反复论证,提出了既简单又实用的方案:就是通过将两台AEROWAVE 300并联的方法获得600A/60%的输出电流。但实施起来可不象想象的那么简单。在方案实施前我们提出了几点行动方针:
1、对控制电路力求少改动,尽量接近原厂状态,以提高整套系统的
可靠性。
2、不改变原厂机器结构,致使拥有良好的原厂的散热通风性能。
3、单机面板的所有功能均在整套系统上体现。
4、整套设备型号定为:AEROWAVE 600,力求制作精细、标识清晰明了、具有整体性。
米勒AEROWAVE 300是一款技术含量高、结构较为复杂的机型。单机工
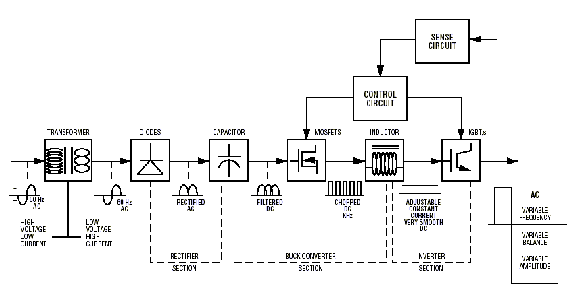
图4 米勒AEROWAVE 300工作原理图 |
