张亚丽,许建枢,孙立群
(1.中石油第二建设公司第一分公司,甘肃兰州730060;2.瑞凯石化监理公司,甘肃兰州730060;3.酒泉钢铁集团公司机械制造公司,甘肃酒泉735100)
摘要:大型储罐底板焊接及变形控制是保证储罐整体施工质量的关键环节,采用合理的焊接方法和防变形措施,可以有效地避免应力集中,提高施工质量。介绍了一种经实践证明合理、有效的储罐底板焊接方法及防变形措施。
关键词:储罐底板;焊接;变形;控制
1 概 述
10万m3原油储罐内径81m,底板采用对接接头形式。罐底板的焊接质量在很大程度上决定了储罐的使用寿命及在用状态。采用合理的焊接方法和防变形措施可以有效地避免应力集中,提高罐底施工质量。兰州石化公司已建成的2具10万m3原油储罐,通过采用合理的焊接方法、焊接顺序、焊接工艺参数及行之有效的防变形措施,使罐底板的焊接质量得到了有效控制。
2 合理的排板
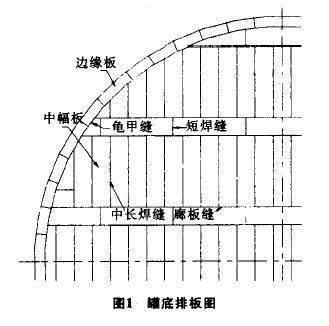
罐底板由中幅板与边缘板两部分组成。中幅板材质为>Q235-A,板宽3m,板长12m,板厚12mm;边缘板为日本NKK公司的SPV490Q低合金高强钢板,板厚18mm。该储罐采用了定尺板横竖相间的条形排列方式(图1),中幅板由中心向四周对称排列,便于在焊接过程中均布焊工、等速、同步施焊,减小焊接变形。
3 中幅板焊接方法的选择
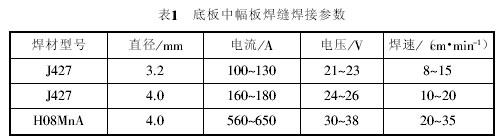
目前国内10万m3原油储罐底板焊接常用方法是焊条电弧焊打底,埋弧焊盖面。由于底板板厚12mm,埋弧焊需填充焊1层,盖面焊1层,热输入较大,焊缝收缩量大,变形不易控制。经多次试验,最终采用焊条电弧焊打底,埋弧焊盖面焊,并添加直径1mmX1mm的H08A碎焊丝,使填充焊与盖面焊一次完成,减小焊缝收缩量,焊接变形显著减小。焊接工艺参数见表1。
3.1 罐底板的焊接原则
在罐底板的焊接过程中,应始终遵循以下的焊接原则:先焊短焊缝,后焊中长焊缝,然后焊接通长焊缝(即廊板缝),预留收缩缝(即龟甲缝),待罐底大角焊缝焊接完毕再进行收缩缝的焊接。
3.2 罐底板的焊接顺序
由于排板时中幅板由中心向四周对称排列,因此,焊接时应由中心向四周对称焊接,采用分段退焊,焊接时焊工均匀分布,等速、等参数同步施焊。
3.3 中幅板与边缘板的焊接方法
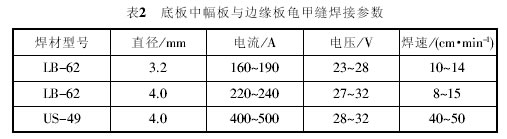
底板中幅板与边缘板对接焊缝的焊接采用焊条电弧焊打底,埋弧焊盖面。打底焊采用焊条LB-62,盖面焊采用焊丝US-49、焊剂MF-38A,焊接工艺参数见表2。
3.4 焊缝的坡口形式
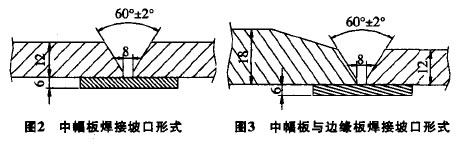
为了减少焊缝金属填充量,热输入应较小,底板中幅板对接焊缝的坡口形式见图2,底板中幅板与边缘板收缩缝的坡口形式见图3。(未完待续)
|
