|
����ǰ��
��������������ʯ�ͻ�����ú������չѸ�٣�Ϊ��****����Ч�棬����װ�����ڴ��ͻ���������������߲������������ѧ����Ҫ�����Ʒ�����������ս��Ϊ�˽��ͺ��Ӳ���Ӧ������ֹ���������Ʒ�������֤�����������������ƺ��ӹ��մ�ʩ������:Ԥ�ȡ����ȡ�������������ȴ����ȡ���ʯ��������Ʒ���칤���У������������ֲ��ȴ�����ʮ�ֹؼ��Ĺ�������ҪĿ����:��������ɢ���������Ӳ���Ӧ�����ƺ��ӽ�ͷ�����ܡ����ڻ��������ں�ϴ�Ϊ�˼�С�ڱں����ϵ��¶��ݶȣ���֤����Ч����ѡ����ʵļ����豸��Ϊ��Ҫ����Ƶ��Ӧ�����豸���� IGBT ģ����ƣ��������С�������ᣬ���ܻ���������Ч���ã��DZȽ�����ĺ����ȴ����豸��
����1������ʯ���������Ӽ�����״
����Ŀǰ��ʯ��������Ʒ�ĺ���Ԥ�ȡ����ȡ������������ֲ��ȴ����ϲ��õļ��ȷ�ʽ��:������ȡ��������ȡ���Ӧ���ȡ����и�Ӧ�����ְ�����Ƶ��Ӧ���ȡ���Ƶ��Ӧ���Ⱥͳ���Ƶ��Ӧ���ȡ�
����1.1�������
�������������ʹ��Һ��������ȼ����ֱ�Ӽ��Ⱥ��ڣ���Ҫ���ں���Ԥ�ȡ����ȡ�������ȹ������ּ��ȷ�ʽ�������㣬һ����Ͷ���ٶ����㷺ʹ�á����ǻ�����Ȳ����ƣ�����Ч��������¶Ȳ�������Ч�ʵ�(��Ϊ 15%����)���Ӷ����ʹ�óɱ��ϸߡ����������ֱ�ӽӴ����ڣ�����ȼ�ղ���ֻ��ں��ڴ����»����̻���Ӱ�캸�����������⣬������Ȼ����Χ���������Ⱦ�����¹��˹�������ʮ�ֶ��ӡ�
����1.2��������
��������������ͨ������װ���еĵ��跢�ȣ�����������ĺ����߱����������գ�ʹ�����¶����ߡ�����������Ҫ���ں���Ԥ�ȡ����ȡ������������ֲ��ȴ��������ú������Ƚ��к���Ԥ�ȡ����������Դ�������ܴﵽ 60% ���ң��������������������ȴ����ķ�ʽ���м��ȣ��ڹ�����ȷ�����ںܴ���²���ڱں�Ƚϴ�Ĺ������ڱں��Ѵﵽ���յ�Ҫ��
����1.3��Ӧ����
������Ӧ������һ�ֻ��������ܺ�Ч�ļ��ȷ�ʽ����ԭ����:���������ͨ����Ȧʱ�������ڲ�����Χ���γɽ���ų������ڽ���ų��еĽ����ڲ����ڵ�Ÿ�Ӧ���ã�����������������ڽ����ڲ�������ʹ������
�Ȳ������ߡ�
������Ӧ�����ڽ����������ȴ��������ڹ㷺���ã��豸���ǹ̶��ġ�����ʯ�������ĺ����ϲ��ø�Ӧ���ȵ�ʱ�䲢��������Ҫ������ʯ��������Ʒ���ӽṹ�ϸ��ӣ�����ʵ�ֱ��������Һ���λ�ò��̶���
������ҪƵ���ƶ������豸���������� IGBT �����ڸ�Ӧ���ȵ�Դ�ϵ�Ӧ�ã�ʹ�õ�Դ�����С�������ᡢ�����ܶȴ����������ƶ�ʹ�õ���Ҫ���������⣬���������Ը�Ӧ���ȵ��¿�����Ӧ���ӽṹ�ı仯���Ӷ����Խ���ʹ�óɱ���
������Ӧ�������ڼ���ЧӦ�ͻ�״ЧӦ�����ȹ����ܶȴ���Ͳ�ι���������ЧӦʹ��Ӧ������Ҫ�ֲ��ڹ����������;��״ЧӦʹ****��Ӧ�����ܶȷֲ��ڼ�����Ȧ���ڲࡣ��ˣ�����������һ����ȵĽ��������ȣ��γ�һ�����ε���Դ����Դ������������Ѹ�ٴ��������������ں�������Դ�ڹ����ں��ڲ����������Ĵ���Ϊ�ȴ�����ʽ������ת��Ч����ߣ��ܴﵽ 90%���ϡ����������ȷ�ʽ��ȣ�������ͬ������
���ĵĵ繦����С��
����2 ��Ӧ������ʯ�����������е�Ӧ��
����2.1�豸���
����Ŀǰ��ʯ�������������б��㷺ʹ�õĸ�Ӧ�����豸Ϊ��Ƶ����Ӧ�����豸���豸�ɵ�Դ��Ӧ���ȵ�����ɣ���Դ���� IGBT ģ����ƣ������� DSP ȫ����ʽ��ȷ���ƣ�ȫ����ṹ������ϵͳ��ģ�����������������ˮϵͳ�Ĺ��ϣ����Ƶ����Ʊ�����ʩʹ���豸�ڸ��ֹ����±���������ȫ����;���Ե�������������豸�������Ͱ�ȫ��������;ֱ����ն����·��Ч������豸�����������������г��������豸���пɿ��Ըߡ�Ч�ʸߡ����������ߵ������ص㡣
����2.2�豸Ӧ��
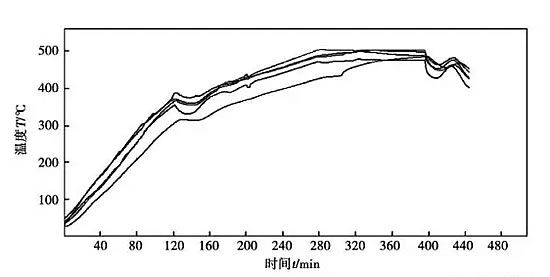
�����ҹ�˾�� 2010 ���ij������������ʹ������Ƶ��Ӧ�����豸����Դ�� 80 kW �� 160 kW ���֣�80 kWΪ����ʽ�ģ���ͼ 1 ��ʾ��160 kW Ϊ����ʽ�ģ���ͼ 2��ʾ������ 80 kW �豸�ڹ��Ϊ �� 1 800 mm ��80 mm�IJ�Ʒ�Ͻ��к�ǰԤ�ȼ������飬���ȷ�ΧΪ 200 mm�������ȵ�����Ͳ����ڲ��ã��� 1 h �ڲ�Ʒ�ڱڼ��ȵ� 230 �棬�����****�²��� 30 �����ڣ���ȫ����Ԥ�ȵĹ���Ҫ����160 kW �豸��Ͳ�����Ϊ �� 2 100 mm ��100mm ��Ʒ������к���ֲ��ȴ������飬����ÿ��ļ��ȿ��Ⱦ�Ϊ 200 mm����Ͳ������������Ҳ����� 4 ֧�ȵ�ż����Ͳ���ڱ��ϲ�λ�ò����� 1 ֧�ȵ�ż�����鰴�����¹��ս��У���180 �� /h ���µ�400 �棬��50�� /h ���µ� 470 �� 500 �棬�� 470 �� 500 �� ���� 1h����65 �� /h ���µ� 400 �棬400 ���������ɽ��¡��ȴ�����������ͼ 3�����������ʾ�����豸�����չ���Ҫ������ȴ������ղ������趨���豸�������㡢��ȫ���ڱں����ϵ��²��� 30 �����ڣ���ȫ�����ȴ������յ�Ҫ��Ŀǰ��160 KW ��Ƶ��Ӧ�ü��������豸�Ѿ������ҹ�˾���������ĺ�ǰԤ�Ⱥͺ���������ļ��ȣ��ﵽ��Ԥ�ڵļ���Ч����

80KW��Ƶ��Ӧ���ȵ�Դ��ԭͼ�������

160KW����ʽ��Ƶ��Ӧ���ȵ�Դ��ԭͼ�������
�������캸��ֲ��ȴ�����������
����3 �����Է���
������Ƶ��Ӧ���ȴӼ���Ч�����յķ������϶������������ƣ������Թ��Ϊ ��457 mm �� 84 mm �ĺϽ�ֹܵ�����Ԥ��Ϊ�������о����Է��������� 1������Ԥ�ȡ����ȼ���������ܳɱ����˹����ã���Դ���ģ��豸���ģ�����Ч�ʵȶ�����ù��ɡ�
������������:����ÿ����ȿ��Ⱦ�Ϊ 252 mm������Ƚ������� W =390 kg������ T 1 =20 �棬�����¶� T 2 =220�棬ɢ��ϵ�� K ȡ 1�� 2���Ͻ���� 220 ��ı�����Ϊ C p =0�� 52 kJ/(kg����)����������Ч��Ϊ 60%���������Ƭ����Ϊ 4 Ƭ;��Ƶ��Ӧ������Ч��Ϊ 90%����Ҫһ�����ȵ���;���������Ч��Ϊ 15%����Ȼ����ֵΪ35 MJ/m 3 ��
��������Ԥ����������:Q = KW �� C p �� (T 2 �� T 1 ) = 48672 kJ��
��������������������:Q 1 = Q/60% =81 120 kJ���������Ϊ 22�� 5 �ȡ�
������Ӧ������������:Q 2 = Q/90% =54 080 kJ���������Ϊ 15 �ȡ�
�������������������:Q 3 = Q/15% = 324 480 kJ������Ȼ����Ϊ 9�� 3 m 3 ��
���������ݷ�����������Ƶ��Ӧ���Ƚ���Ч�����ԣ��õ������Ǻ������ȵ� 66�� 7%;��Ƶ��Ӧ���ȵ�ʹ�óɱ�Ҳ�ܵͣ��Ǻ������ȵ� 64�� 6%���ǻ�����ȵ�63�� 4%�������Ƶ��Ӧ�������۴ӽ��ܽ��Ļ��Ǵ�����ɱ��϶������������ơ�
����4 ����
������1���ڴ���ʯ�������ĺ����ȴ����ļ����ϣ���������Ⱥͻ��������ȣ���Ӧ���ȿ��������Ч�ʡ����ƺ�������ļ���Ч����
������2����Ӧ���ȵ�Ӧ�ÿ��Խ�����Դ���ģ��Ӷ����ͺ��Ӽ��ȴ��������ɱ���
 
|

